




HÀNG CHẤT LƯỢNG

GIÁ TỐI ƯU

HỖ TRỢ 24/7


PLC Mitsubishi FX1N do Công ty TNHH Tự Động Hóa Toàn Cầu cung cấp chính hãng, giá cạnh tranh, chế độ bảo hành dài hạn, giao hàng và lắp đặt tận nơi
PLC Mitsubishi FX1N thuộc dòng MELSEC-F Series (FX Series) của Mitsubishi Electric – thương hiệu tự động hóa nổi tiếng đến từ Nhật Bản. Đây là dòng PLC dạng khối (Compact PLC) từng được xem là “huyền thoại” trong ngành tự động hóa nhờ độ bền cao, dễ lập trình và chiếm thị phần lớn tại Việt Nam trong nhiều năm. Hiện nay, dòng PLC này đã dần ngừng sản xuất để thay thế bằng các series mới như FX3U, FX3G và FX5U với hiệu năng và khả năng truyền thông hiện đại hơn.
PLC Mitsubishi là sản phẩm của tập đoàn Mitsubishi Electric (Nhật Bản), được ứng dụng rộng rãi trong điều khiển các hệ thống công nghiệp từ đơn giản đến phức tạp. Với ưu điểm nổi bật về chất lượng, giá thành hợp lý và khả năng đáp ứng đa dạng yêu cầu như giao tiếp truyền thông, ngõ vào ra tương tự, bộ đếm tốc độ cao, ngõ ra phát xung tốc độ cao, và nhiều tính năng khác, PLC Mitsubishi ngày càng được ưa chuộng.
Tại Việt Nam, PLC Mitsubishi đã có mặt từ năm 2011 và được ứng dụng nhiều trong các ngành như Dệt may, Bao bì, Nhựa, Thực phẩm, Điện tử, Máy móc y tế, Cơ khí chính xác và Chế tạo máy.

* Đặc điểm nổi bật PLC Mitsubishi FX1N

* Bảng thông số kỹ thuật nổi bật
| Đặc tính kỹ thuật | Thông số kỹ thuật |
| Điện áp nguồn cung cấp | 12–24VDC hoặc 100/230VAC |
| Bộ nhớ chương trình | 8000 bước |
| Kết nối truyền thông | RS485 / RS422 / RS232 (qua board mở rộng) |
| Bộ đếm tốc độ cao | 1 phase: 6 đầu vào max 60kHz2 phases: 2 đầu vào max 30kHz |
| Loại ngõ ra | Relay, Transistor |
| Phát xung tốc độ cao | 2 ngõ phát xung max 100kHz |
| Tổng số I/O | 14 / 24 / 40 / 60 I/O |
| Khả năng mở rộng I/O | Tối đa 132 I/O thông qua module |
| Module mở rộng chức năng | Tối đa 2 module chức năng |
* Ứng dụng:
Công ty cổ phần Tự Động Hóa Toàn Cầu xin gửi tới quý khách hàng Hướng dẫn Download / Upload chương trình PLC Mitsubishi bằng hình ảnh do công ty biên soạn và các bước thực hiện lần lượt như sau. Mọi thắc mắc cũng như thông tin cần thêm quý khách hàng có thể liên lạc theo thông tin ở dưới trang web cho công ty để được hỗ trợ.
Trong ví dụ này, loại PLC Mitsubishi được sử dụng là FX2N phần mềm lập trình là GX Developer, Các dòng FX khác cũng làm hoàn toàn tương tự.

* Bước 1: Cài đặt chương trình GX developer
Cửa sổ mới hiển thị lên, Click chuột vào Device Manager
* Bước 2: Cài đặt driver cho cáp lập trình:
* Bước 3:
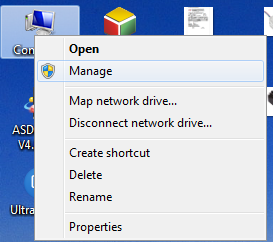
Cửa sổ mới hiển thị lên, Click chuột vào Device Manager
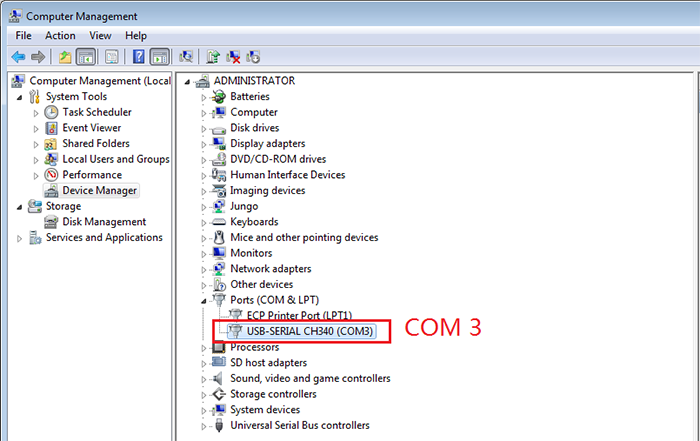
Một cửa sổ mới hiện lên và nếu vấn đề kết nối là OK thì ta sẽ thấy sẽ xuất hiện thêm một mục “Ports (COM & LPT) “, Click chuột vào mục này thì nó sẽ hiển thị thêm chi tiết cổng kết nối là cổng COM mấy, trong trường hợp này là cổng COM 3.
Đối với các bạn không thấy xuất hiện thông báo cổng như trên thì có nghĩa vấn đề kết nối của bạn chưa OK, các bạn cần xem lại dây cáp lập trình, Driver đã cài trên máy chưa hoặc đã đúng Software chưa? Hoặc cũng có thể do chính PLC hỏng cổng kết nối hoặc máy tính hỏng cổng USB hoặc cổng COM đối với máy tính có hỗ trợ sẵn cổng COM trên máy.
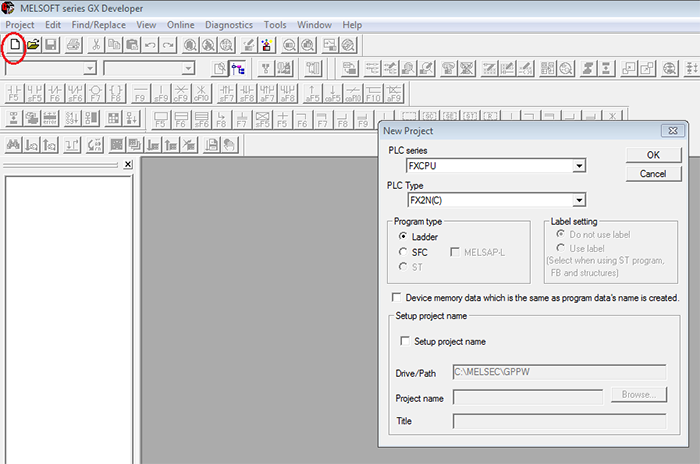
* Bước 4: Khởi động phần mềm lập trình GX Developer trên máy tính

* Bước 5: Để tạo chương trình mới vào Project, chọn New project hoặc nhấn vào biểu tượng New project trên thanh công cụ
* Bước 6: Để thiết lập kết nối, vào Online, Chọn Transfer Setup:
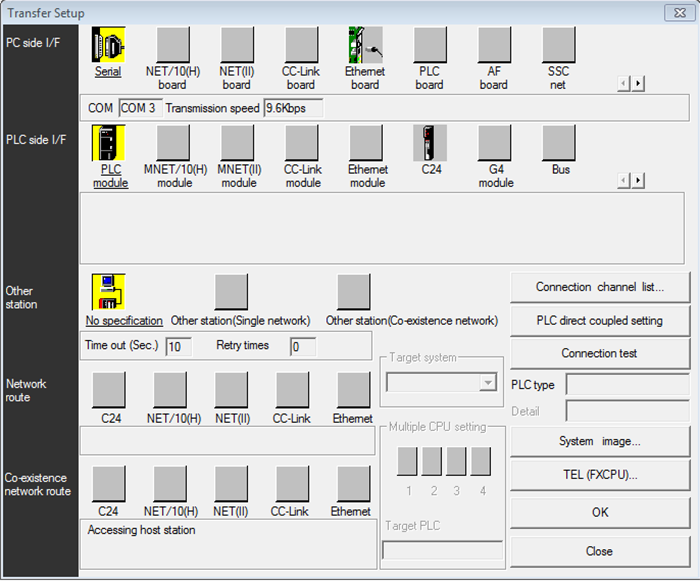
Tại PC side I/F: Chọn serial, thiết lập cổng COM và tốc độ truyền
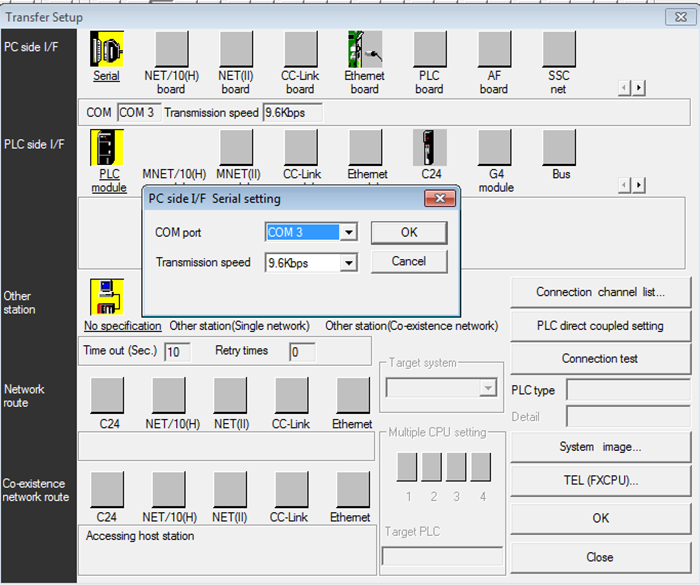
– Nhấn OK để hoàn tất.
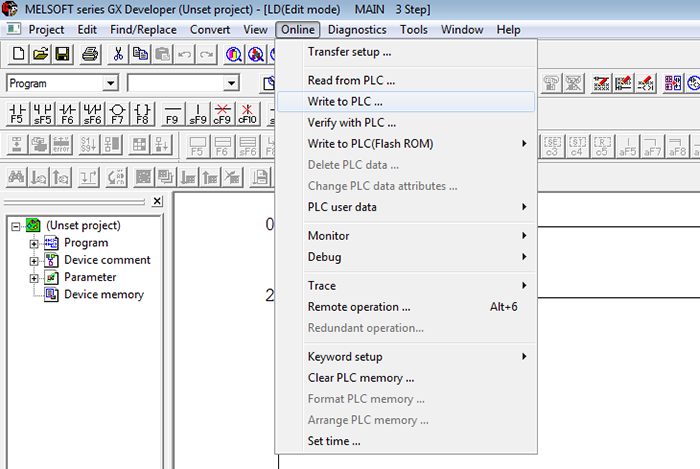
* Bước 7: Để download chương trình từ PC xuống PLC, vào Online, chọn Write to PLC
Cửa sổ Write to PLC hiện lên, tích vào các mục muốn tải xuống PLC, bao gồm: chương trình chính, ghi chú, cài đặt.
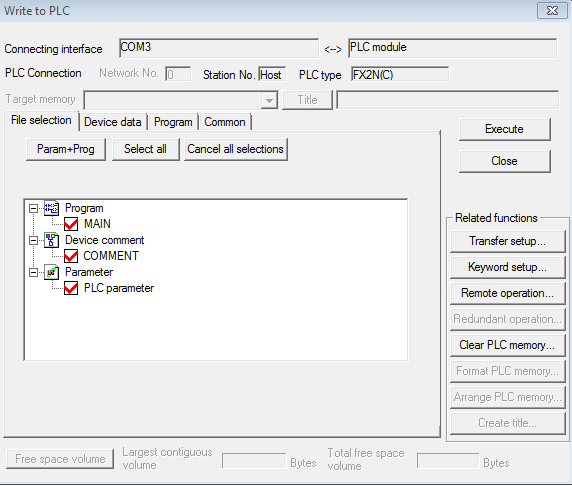
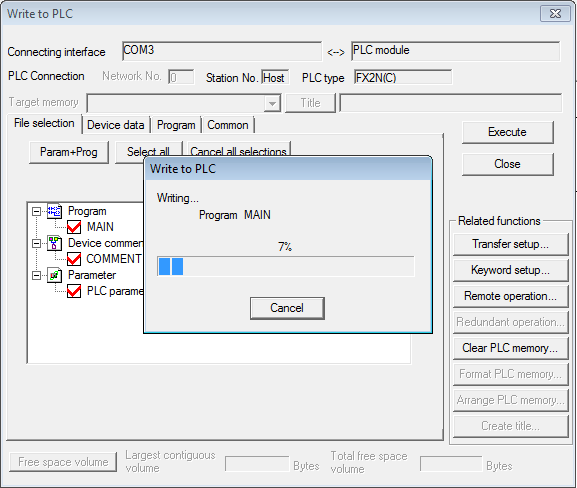
Chọn Execute để tải chương trình xuống.
* Bước 8: Để Upload chương trình, vào Online, chọn Read From PLC
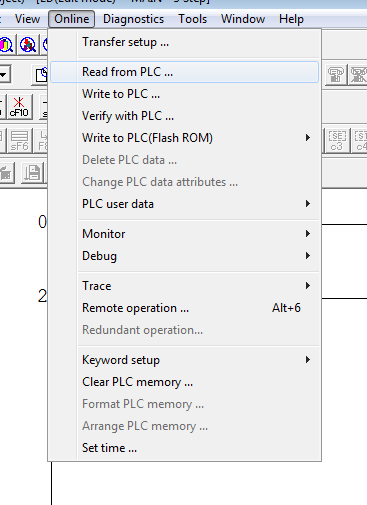
Cửa sổ Read From PLC hiện lên, tích vào các mục muốn tải từ PLC lên máy tính, bao gồm: chương trình chính, cài đặt, bộ nhớ.
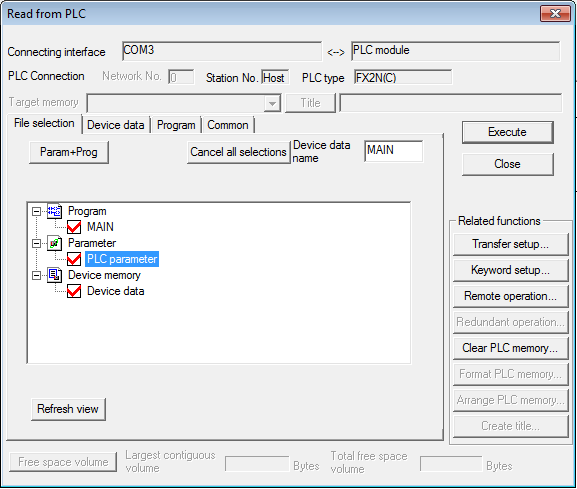
Chọn Execute để upload chương trình lên máy tính.
Xem thêm:
Tài liệu lập trình PLC Mitsubishi Tiếng Việt
Hướng dẫn lập trình PLC Mitsubishi cơ bản
| Mã lỗi | Mô tả | Giải pháp |
| 1000 | Lỗi CPU | Kiểm tra CPU, reset lại PLC hoặc thay thế nếu cần. |
| 1100 | Lỗi chương trình | Xác minh và nạp lại chương trình PLC. |
| 2000 | Lỗi I/O | Kiểm tra kết nối của module I/O và thay thế nếu cần. |
| 2100 | Lỗi nguồn cấp I/O | Kiểm tra và đảm bảo nguồn cấp đủ điện cho module I/O. |
| 3000 | Lỗi bộ nhớ | Kiểm tra bộ nhớ, xóa bộ nhớ tạm (cache) hoặc nạp lại chương trình. |
| 4000 | Lỗi truyền thông | Kiểm tra kết nối cáp truyền thông và cấu hình đúng port truyền thông. |
| 4100 | Lỗi kết nối mạng | Kiểm tra cáp mạng và cấu hình IP của PLC. |
| 5100 | Lỗi pin dự phòng | Kiểm tra hoặc thay thế pin dự phòng của PLC. |
| 6000 | Lỗi module mở rộng | Kiểm tra và kết nối lại module mở rộng hoặc thay thế nếu bị hỏng. |
| 7000 | Lỗi ghi/đọc dữ liệu | Kiểm tra chương trình hoặc bộ nhớ PLC, thử xóa và nạp lại dữ liệu. |
Nếu quý khách đang cần tài liệu KOC để sửa chữa, hoặc muốn nhận báo giá PLC Mitsubishi để nâng cấp hệ thống với chi phí tốt nhất, hãy liên hệ ngay với chúng tôi:
CÔNG TY CỔ PHẦN TỰ ĐỘNG HÓA TOÀN CẦU
Địa chỉ: Lô 17-F1 khu đô thị Mới Đại Kim, Định Công, Hoàng Mai, Hà Nội
Miền Bắc: 0961.320.333
Miền Nam: 0981.810.800
Website: tudonghoatoancau.com
Tự Động Hóa Toàn Cầu – Trao giải pháp, Nhận niềm tin!
Để nhận bảng giá PLC Mitsubishi, quý khách vui lòng Click Zalo liên hệ báo giá, đội ngũ Kinh Doanh của chúng tôi sẽ gửi bảng giá chiết khấu PLC Mitsubishi cùng dịch vụ hậu mãi và mức giá tốt nhất cho từng quý khách hàng.
Miền Bắc: Miền Nam:

 Zalo Miền Bắc
Zalo Miền Bắc