



Lập trình PLC Mitsubishi điều khiển servo dễ hiểu
Trong các hệ thống máy tự động, bài toán điều khiển chính xác vị trí, tốc độ và độ ổn định luôn rất quan trọng. Đây là lý do nhiều kỹ thuật viên, đơn vị chế tạo máy và nhà máy quan tâm đến lập trình PLC Mitsubishi điều khiển servo. Nếu làm đúng, hệ thống có thể chạy mượt, định vị chính xác, giảm lỗi cơ khí và nâng cao năng suất. Ngược lại, nếu hiểu chưa đúng nguyên lý hoặc đấu nối, cài đặt chưa chuẩn thì servo rất dễ báo lỗi, chạy sai vị trí hoặc không hoạt động.
Bài viết này sẽ giúp bạn hiểu rõ bản chất, cách triển khai cơ bản và những lưu ý thực tế khi lập trình PLC Mitsubishi điều khiển servo, theo hướng dễ hiểu, sát với công việc ngoài hiện trường.
I. Vì sao nhiều hệ thống dùng PLC Mitsubishi để điều khiển servo?
PLC Mitsubishi được dùng khá phổ biến trong máy đóng gói, máy cắt, băng tải định vị, máy dán nhãn, máy cấp phôi và nhiều dây chuyền tự động khác. Điểm mạnh của dòng PLC này là độ ổn định tốt, tài liệu tương đối phổ biến, dễ mở rộng module và phù hợp với nhiều cấp độ ứng dụng từ cơ bản đến nâng cao.
1. PLC Mitsubishi phù hợp với bài toán nào?
Trong thực tế, PLC Mitsubishi phù hợp với các bài toán như chạy trục theo vị trí đặt trước, đồng bộ thao tác giữa xi lanh – cảm biến – servo, hoặc điều khiển chu kỳ lặp lại trong máy tự động. Với các ứng dụng không quá phức tạp, PLC có thể xuất xung tốc độ cao để điều khiển servo drive. Với các bài toán cao hơn, có thể dùng module chuyên dụng hoặc mạng truyền thông để nâng cao độ chính xác và khả năng điều khiển.

2. Servo mang lại lợi ích gì trong máy móc, dây chuyền?
So với động cơ thường, servo có lợi thế ở khả năng phản hồi nhanh, giữ vị trí tốt và điều khiển chính xác hơn. Ví dụ trong máy cắt theo chiều dài, nếu chỉ dùng động cơ thường thì sai số có thể lớn khi tải thay đổi. Nhưng khi dùng servo, hệ thống có thể kiểm soát vị trí cắt ổn định hơn. Đây cũng là lý do nhiều người tìm kiếm hướng dẫn lập trình plc mitsubishi điều khiển servo để nâng cấp máy hoặc thiết kế máy mới.

II. Lập trình PLC Mitsubishi điều khiển servo cần hiểu những gì trước?
Trước khi viết chương trình, điều quan trọng nhất là phải hiểu mình đang muốn servo làm gì. Đây là điểm người mới thường bỏ qua.
1. Phân biệt điều khiển vị trí, tốc độ và mô-men
Servo có thể làm việc theo nhiều chế độ, nhưng trong máy tự động phổ biến nhất vẫn là điều khiển vị trí và điều khiển tốc độ.
- Điều khiển vị trí: servo chạy đến một vị trí đặt trước, phù hợp với máy cắt, máy gắp đặt, máy chia khoảng.
- Điều khiển tốc độ: servo chạy theo tốc độ yêu cầu, phù hợp với băng tải, cuộn – nhả liệu.
- Điều khiển mô-men: dùng trong các ứng dụng đặc thù, không phải bài toán phổ thông.
Khi bắt đầu lập trình plc mitsubishi điều khiển servo, bạn cần xác định rõ chế độ làm việc để chọn cách đấu nối, cài tham số và viết lệnh cho phù hợp.
2. Những tín hiệu cơ bản giữa PLC và servo
Một hệ cơ bản thường có các tín hiệu như: Servo ON, xung điều khiển, chiều quay, tín hiệu báo sẵn sàng, báo lỗi, về gốc và hoàn thành vị trí. Nếu thiếu một trong các tín hiệu quan trọng, servo có thể không chạy dù chương trình PLC đã đúng logic. Ngoài ra, cần chú ý nguồn cấp, kiểu ngõ ra xung của PLC và chuẩn nhận tín hiệu của driver servo.
III. Các bước lập trình PLC Mitsubishi điều khiển servo cơ bản
Để điều khiển servo bằng plc mitsubishi hiệu quả, nên đi theo từng bước rõ ràng thay vì viết chương trình ngay từ đầu.
1. Chuẩn bị phần cứng và đấu nối
Trước hết cần xác định model PLC Mitsubishi, loại ngõ ra transistor hay relay, số lượng trục cần điều khiển, model servo drive và động cơ servo. Trong đa số trường hợp điều khiển xung, PLC cần ngõ ra transistor tốc độ cao. Nếu dùng relay thì thường không phù hợp để phát xung điều khiển servo.
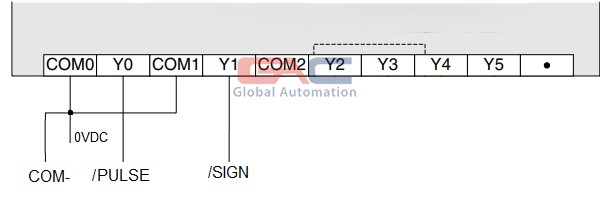
Đấu nối cần kiểm tra kỹ các chân xung, chiều, tín hiệu enable, alarm reset, limit, home sensor và encoder nếu hệ thống yêu cầu. Trong tủ điện thực tế, lỗi đấu nhầm COM hoặc sai cực tín hiệu là nguyên nhân rất thường gặp.
2. Cài đặt thông số servo và PLC
Sau phần cứng, bước tiếp theo là cài tham số cho servo drive. Cần chọn đúng chế độ điều khiển, kiểu nhận xung, tỉ số điện tử, thời gian tăng giảm tốc và cách xử lý tín hiệu home. Nếu cài sai tỉ số điện tử, máy có thể chạy đúng logic nhưng sai quãng đường. Nếu sử dụng drive servo Xinje thì cần cài đặt các thông số cần thiết: Chọn chế độ điều khiển: vị trí, tốc độ hay moment.
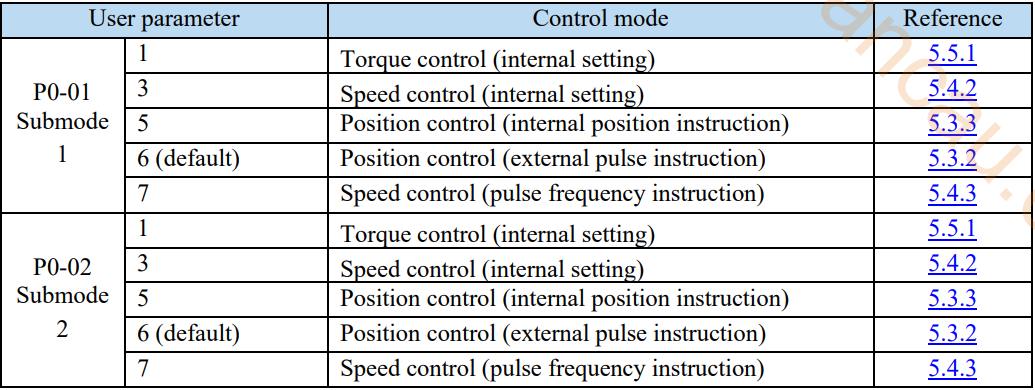
*Ví dụ trong trường hợp chọn chế độ điều khiển vị trí(position control), cần cài đặt các tham số:
- Cài p0-01=6: nhận xung từ bên ngoài (PLC mitsubishi)
- Cài p0-02=2: cách nhận xung bằng 2 chần P(chân xung) và D(chân hướng).
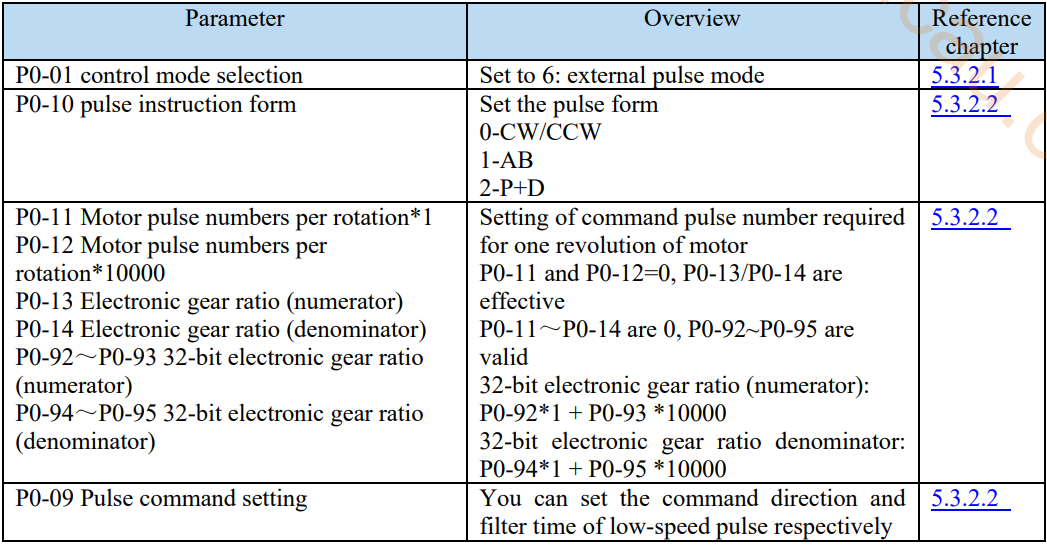
- Cài p5-20=n.0001 để ON servo
- cài p0-11 và p0-12 để cài số xung/1 vòng = giá trị p0-11 + giá trị p0-12 *10000.
Về phía PLC, cần cấu hình đúng vùng thanh ghi, lệnh phát xung và các điều kiện liên động an toàn. Đây là phần nhiều người tìm trong các tài liệu hướng dẫn lập trình plc mitsubishi điều khiển servo, nhưng nếu chỉ chép chương trình mẫu mà không hiểu tham số thì rất dễ lỗi khi đổi model máy.
*Một số lệnh phổ biến:
+ PLSY: Phát xung vuông với tần số cài đặt.
+ DRVI: Phát xung điều khiển vị trí tương đối
+ DRVA: Phát xung điều khiển vị trí tuyệt đối
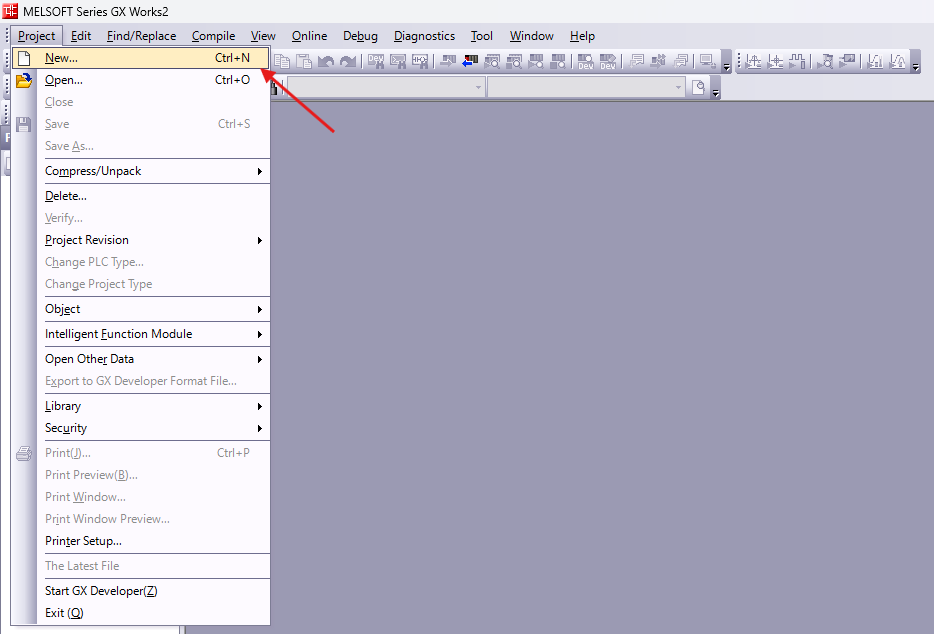
3. Viết chương trình trong phần mềm GX Work 2:
*Bước 1: Mở phần mềm GX WORK2, tạo file mới
Cấu trúc lệnh: PLSY S1 S2 D
Trong đó:
- S1 là tần số phát xung (Hz).
- S2 là số xung phát ra.
- D là chân phát xung của PLC


Ở mức cơ bản, chương trình thường gồm các phần: bật Servo ON, reset lỗi, chạy về gốc, nhập giá trị vị trí, chọn tốc độ, phát lệnh chạy và giám sát hoàn thành. Ví dụ, trong máy cấp phôi, người dùng có thể cài một vị trí tiến ra để cấp liệu, sau đó lùi về vị trí ban đầu. Tất cả đều có thể tổ chức thành các bước rõ ràng trong PLC.
Khi lập trình servo mitsubishi, nên viết theo từng trạng thái: chờ lệnh, chạy home, chạy đến vị trí, xác nhận hoàn thành, báo lỗi nếu quá thời gian. Cách này giúp sửa lỗi nhanh hơn khi đưa máy vào thực tế.
IV. Lỗi thường gặp khi điều khiển servo bằng PLC Mitsubishi
Trong quá trình vận hành, lỗi thường không nằm hoàn toàn ở phần mềm mà là sự kết hợp của đấu nối, cài đặt và cơ khí.
1. Servo không chạy dù PLC đã có lệnh
Tình huống này thường do chưa bật enable, driver đang alarm, chưa clear tín hiệu giới hạn hành trình hoặc PLC chưa phát được xung. Ngoài ra, cũng có trường hợp chương trình đã có lệnh chạy nhưng điều kiện liên động chưa thỏa, ví dụ cảm biến cửa an toàn chưa đóng hoặc nút dừng khẩn đang tác động.
2. Chạy sai vị trí, rung hoặc báo lỗi
Nếu servo chạy sai vị trí, hãy kiểm tra tỉ số xung, tham số điều khiển, cơ cấu truyền động và độ rơ cơ khí. Nếu bị rung, cần xem lại gain tuning, tải quán tính và cách lắp cơ khí. Trong nhiều ứng dụng thực tế, phần cơ khí lắp chưa chuẩn cũng khiến người vận hành tưởng là lỗi PLC hoặc lỗi servo.
V. Kết bài
Có thể thấy, lập trình plc mitsubishi điều khiển servo không chỉ là viết vài dòng lệnh mà còn là quá trình hiểu đúng bài toán, đấu nối đúng, cài tham số hợp lý và kiểm tra kỹ khi vận hành thực tế. Khi nắm chắc các bước cơ bản, bạn sẽ xử lý hệ thống dễ hơn, giảm lỗi và tối ưu hiệu quả máy móc.

Nếu bạn đang cần tư vấn thiết bị điện – tự động hoá, hỗ trợ lựa chọn PLC, servo hoặc giải pháp phù hợp cho máy và dây chuyền sản xuất, hãy liên hệ Tự động hoá Toàn Cầu để được hỗ trợ nhanh và đúng nhu cầu.
- Hotline Zalo miền Bắc: 0961.320.333
- Hotline Zalo miền Nam: 0981.810.800
- Website: tudonghoatoancau.com
- Facebook: Tự động hóa Toàn Cầu







 Zalo Miền Bắc
Zalo Miền Bắc
