



Hướng Dẫn Lập Trình PLC Điều Khiển Băng Tải Tự Động
Tìm hiểu chi tiết giải pháp ứng dụng plc điều khiển băng tải tự động. Hướng dẫn nguyên lý, đấu nối thiết bị và lập trình code Ladder thực tế cho kỹ sư.
Giới thiệu
Trong môi trường sản xuất công nghiệp hiện đại, việc tối ưu hóa quy trình vận chuyển hàng hóa là yếu tố sống còn để nâng cao năng suất. Để giải quyết bài toán này, các nhà máy đều áp dụng tự động hóa vào dây chuyền sản xuất. Trong đó, hệ thống plc điều khiển băng tải đóng vai trò như một bộ não trung tâm, đảm bảo sự nhịp nhàng, chính xác và an toàn tuyệt đối cho toàn bộ chu trình.
Bài viết này sẽ cung cấp cho các kỹ sư và chuyên viên kỹ thuật một cái nhìn chuyên sâu về cách thiết kế, lựa chọn thiết bị phần cứng và các bước lập trình PLC cho một hệ thống băng tải tự động từ cơ bản đến nâng cao.
Tổng Quan Về Hệ Thống Băng Tải Tự Động Trong Công Nghiệp
Một dây chuyền vận chuyển không chỉ đơn thuần là động cơ và dây đai. Để một hệ thống băng tải tự động hoạt động trơn tru, nó đòi hỏi sự phối hợp khắt khe của nhiều thiết bị điện và cơ khí.
Các thành phần phần cứng cốt lõi
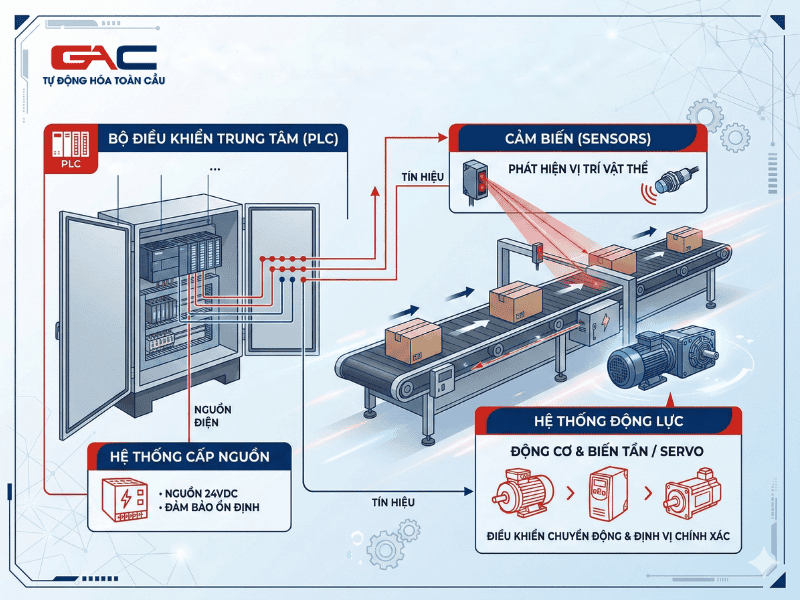
Hệ thống điều khiển tiêu chuẩn thường bao gồm các khối chính sau đây:
- Bộ điều khiển trung tâm (PLC): Tiếp nhận tín hiệu từ môi trường bên ngoài, xử lý logic và xuất tín hiệu điều khiển. Tùy thuộc vào quy mô, bạn có thể sử dụng các dòng PLC như Siemens S7-1200, Mitsubishi FX3U hoặc Xinje XD3.
- Hệ thống động lực: Bao gồm động cơ không đồng bộ 3 pha kết hợp với biến tần để thay đổi tốc độ, hoặc động cơ servo đi kèm hộp số giảm tốc dùng cho servo trong các ứng dụng đòi hỏi định vị vị trí dừng chính xác.
- Cảm biến: Cảm biến quang, cảm biến từ hoặc công tắc hành trình đóng vai trò là “mắt thần”, giúp xác định vị trí vật thể trên băng tải.
- Hệ thống cấp nguồn: Để nuôi PLC và cảm biến, hệ thống tủ điện thường sử dụng nguồn gắn thanh ray hoặc nguồn tổ ong 24VDC nhằm đảm bảo dòng điện ổn định, chống nhiễu tốt trong môi trường công nghiệp.
Vai trò của biến tần và động cơ Servo
Trong các hệ thống băng tải thông thường, biến tần được sử dụng để kiểm soát thời gian tăng tốc và giảm tốc. Điều này giúp tránh tình trạng giật cục làm đổ vỡ sản phẩm cơ khí. Tuy nhiên, với các băng tải chiết rót hoặc lắp ráp linh kiện điện tử, kỹ sư buộc phải lập trình PLC kết hợp với động cơ servo và hộp số giảm tốc để đảm bảo sai số vị trí dừng chỉ ở mức micromet.
Nguyên Lý Hoạt Động Của PLC Điều Khiển Băng Tải
Nguyên lý cơ bản của bất kỳ hệ thống tự động hóa nào cũng tuân theo chu trình vòng kín: Đầu vào – Xử lý – Đầu ra. Đối với ứng dụng plc điều khiển băng tải, quy trình này diễn ra liên tục với chu kỳ quét tính bằng mili-giây.
Quản lý tín hiệu đầu vào (Input)
PLC sẽ liên tục đọc trạng thái từ các thiết bị ngoại vi kết nối với các ngõ vào số (Digital Input). Các tín hiệu này bao gồm nút nhấn Start/Stop trên màn hình HMI hoặc bảng điều khiển vật lý, tín hiệu báo lỗi từ rơ le nhiệt, và đặc biệt là tín hiệu trả về từ các cảm biến đọc vật cản trên băng tải. Kỹ sư cần lưu ý đấu nối đúng sơ đồ NPN hoặc PNP tùy thuộc vào loại cảm biến và cấu hình của PLC.
Quản lý tín hiệu đầu ra (Output)
Sau khi CPU của PLC xử lý các hàm logic nội bộ dựa trên chương trình đã được nạp, nó sẽ xuất tín hiệu mức cao hoặc mức thấp ra các ngõ ra (Digital Output). Các ngõ ra này không trực tiếp kéo động cơ mà sẽ kích hoạt các rơ le trung gian, contactor hoặc gửi tín hiệu Run/Stop, chân tín hiệu phát xung (Pulse/Direction) đến biến tần hoặc driver servo.
Phân Tích Kỹ Thuật Và Phân Cổng I/O Trước Khi Lập Trình
Trước khi mở phần mềm lập trình PLC lên để viết code, bước quan trọng nhất của một người kỹ sư là lập bảng phân cổng I/O. Lập kế hoạch tốt sẽ giúp hệ thống băng tải vận hành ổn định và dễ dàng bảo trì nâng cấp về sau.
Dưới đây là một ví dụ phân cổng I/O cơ bản cho một hệ thống vận chuyển và dừng chờ sản phẩm:
| Ký hiệu | Địa chỉ (Ví dụ Xinje) | Mô tả chức năng thiết bị |
| Nút nhấn Start | X0 | Bắt đầu chạy hệ thống băng tải |
| Nút nhấn Stop | X1 | Dừng hệ thống khẩn cấp |
| Cảm biến tiệm cận | X2 | Phát hiện có sản phẩm ở cuối băng tải |
| Tín hiệu Lỗi (Fault) | X3 | Tín hiệu báo lỗi từ Biến tần/Servo |
| Contactor/Biến tần | Y0 | Tín hiệu kích chạy động cơ băng tải |
| Đèn báo trạng thái | Y1 | Báo hiệu băng tải tự động đang hoạt động |
Việc liệt kê rõ ràng như bảng trên giúp cho quá trình lập trình trở nên mạch lạc. Đồng thời, khi kết nối với màn hình HMI, bạn cũng dễ dàng gán các tag dữ liệu (Tag Name) tương ứng để giám sát toàn bộ dây chuyền trực quan hơn.
Các Bước Lập Trình PLC Cho Hệ Thống Băng Tải Cơ Bản
Phần lớn các kỹ sư tự động hóa hiện nay sử dụng ngôn ngữ Ladder Logic để lập trình vì tính trực quan, giống với sơ đồ mạch điện rơ le truyền thống. Sau đây là các bước viết chương trình cơ bản nhất cho một hệ thống plc điều khiển băng tải.
Bước 1: Viết mạch tự giữ cho nút nhấn Start/Stop
Đầu tiên, chúng ta cần một mạch logic để khởi động hệ thống. Khi người vận hành nhấn nút Start (X0), ngõ ra cuộn dây (Coil) điều khiển biến tần (Y0) sẽ được kích hoạt. Để băng tải tiếp tục chạy khi nhả nút nhấn, ta sử dụng tiếp điểm thường mở của chính Y0 đấu song song với X0 để tạo mạch tự giữ.
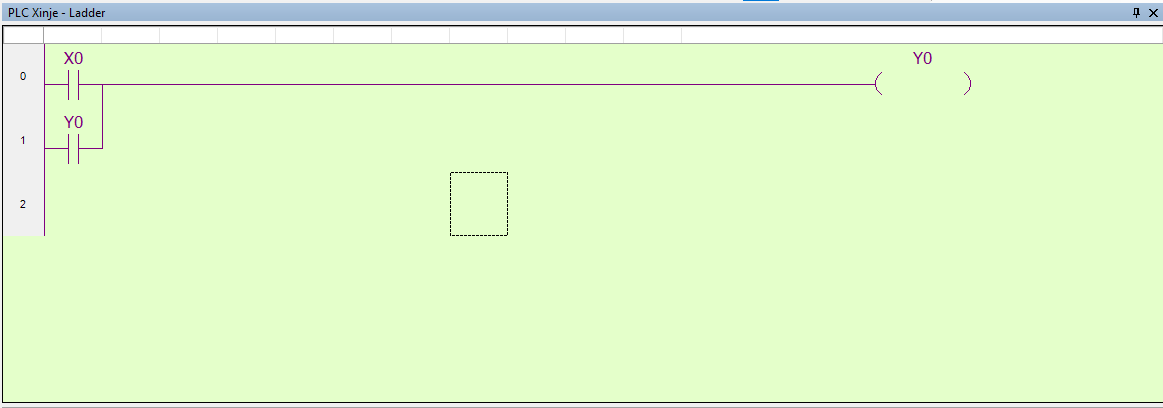
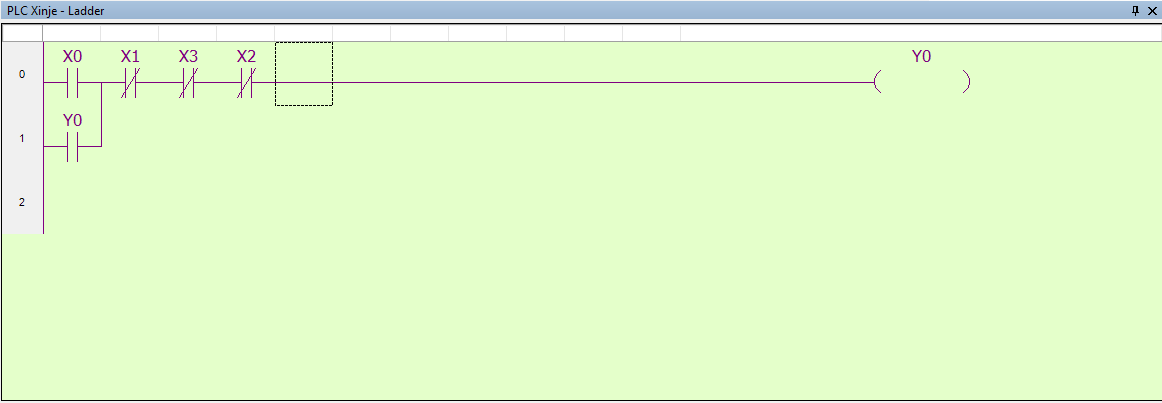
Nút Stop (X1) và tín hiệu Lỗi (X3) sẽ được sử dụng như các tiếp điểm thường đóng đặt nối tiếp trong nhánh mạch này. Bất cứ khi nào có lỗi báo về hoặc người dùng nhấn dừng, mạch sẽ bị ngắt, Y0 mất điện và băng tải dừng lại ngay lập tức.
Bước 2: Tích hợp cảm biến dừng tự động
Trong hệ thống băng tải tự động, sản phẩm không thể chạy vô tận. Khi sản phẩm đi đến cuối băng chuyền, cảm biến X2 sẽ phát hiện. Trong chương trình Ladder, ta sẽ chèn một tiếp điểm thường đóng của X2 vào trước cuộn dây Y0. Khi X2 lên mức 1, tiếp điểm thường đóng mở ra, ngắt điện Y0, hệ thống băng tải dừng lại để chờ robot hoặc người thao tác lấy sản phẩm ra.
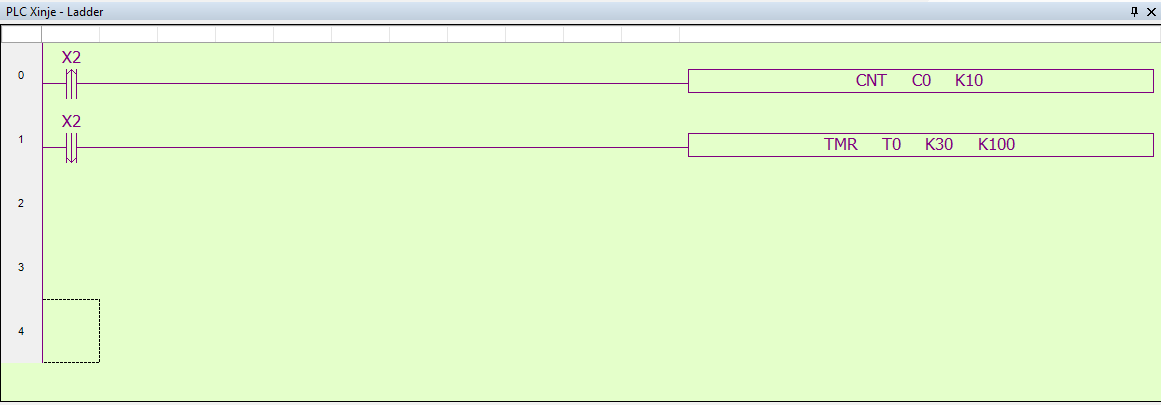
Bước 3: Ứng dụng Timer và Counter
Để tăng độ thông minh cho hệ thống, các tập lệnh Timer và Counter sẽ được áp dụng. Ví dụ, bạn muốn băng tải đếm đủ 10 sản phẩm thì mới dừng. Lúc này, cảm biến X2 sẽ cấp xung cho bộ đếm Counter (C0). Khi giá trị C0 đạt đến 10, tiếp điểm của C0 sẽ kích hoạt việc dừng hệ thống.
Tương tự, Timer được dùng để tạo thời gian trễ. Khi sản phẩm được lấy đi, cảm biến mất tín hiệu, nhưng ta không muốn băng tải chạy ngay lập tức mà trễ 3 giây để đảm bảo an toàn. Lúc này lệnh Timer (T0) sẽ đảm nhận nhiệm vụ đếm thời gian trước khi cho phép Y0 hoạt động trở lại.
Những Lưu Ý Kỹ Thuật Khi Lắp Đặt Và Thi Công Thực Tế
Một chương trình plc điều khiển băng tải hoàn hảo trên máy tính chưa chắc đã chạy tốt ở hiện trường nếu phần cứng không được tối ưu. Những kỹ sư kinh nghiệm luôn phải chú ý đến các vấn đề cốt lõi về chống nhiễu và an toàn điện.
Xử lý nhiễu tín hiệu
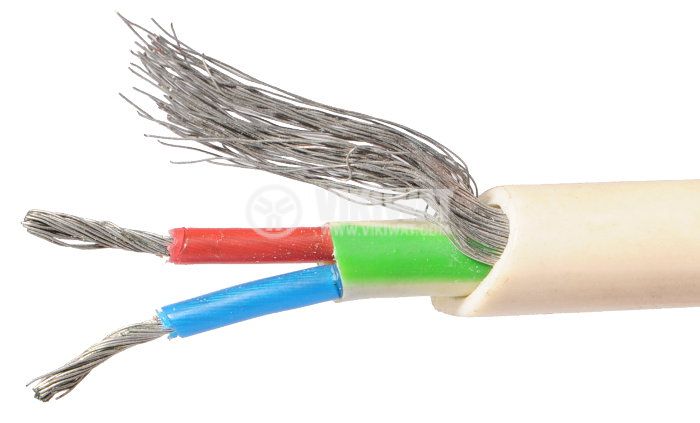
Môi trường nhà máy có rất nhiều thiết bị phát sinh sóng hài như biến tần hay máy hàn. Do đó, các dây tín hiệu từ cảm biến về PLC bắt buộc phải dùng dây bọc chống nhiễu (Shielded cable). Nguồn cấp cho PLC và cảm biến nên được cách ly. Việc sử dụng nguồn tổ ong hay nguồn gắn thanh ray chất lượng cao, có lọc nhiễu đầu vào sẽ giúp CPU không bị treo và tín hiệu I/O không bị chập chờn.
Thiết lập chế độ an toàn cơ khí
Khi lập trình PLC, luôn phải lường trước các tình huống đứt dây hoặc hỏng hóc thiết bị. Lời khuyên là các nút nhấn Dừng khẩn cấp (Emergency Stop) nên được đấu nối cứng trực tiếp vào mạch cắt nguồn contactor thay vì chỉ đi qua PLC. Điều này đảm bảo khi bộ điều khiển gặp sự cố, hệ thống cơ khí vẫn có thể được dừng ngay lập tức.

Đối với các hệ thống tải nặng, việc chọn đúng tỷ số truyền của hộp số giảm tốc và chỉnh thông số thời gian gia tốc trên biến tần dài ra sẽ giúp giảm dòng khởi động, bảo vệ động cơ và tăng tuổi thọ cho hệ thống băng tải tự động.
Kết Luận
Tóm lại, việc ứng dụng hệ thống plc điều khiển băng tải là một quy trình đòi hỏi kỹ năng tổng hợp từ thiết kế bản vẽ cơ điện, lựa chọn linh kiện vật tư (nguồn điện, cảm biến, biến tần, hộp số giảm tốc) cho đến tư duy lập trình logic sắc bén. Bằng cách hiểu rõ nguyên lý hoạt động, phân bổ cấu trúc I/O hợp lý và áp dụng ngôn ngữ Ladder Logic chính xác, bạn hoàn toàn có thể làm chủ các hệ thống vận chuyển phức tạp nhất trong công nghiệp.
Nếu bạn đang gặp khó khăn trong việc lên phương án thiết kế tủ điện, băn khoăn khi lựa chọn các dòng PLC, biến tần, động cơ servo hay các thiết bị nguồn tổ ong, hộp số giảm tốc cho dự án của mình, đừng ngần ngại tìm kiếm sự tư vấn từ các chuyên gia.
Tự Động Hóa Toàn Cầu – Đối tác tin cậy cho các giải pháp tự động hóa công nghiệp:
- Hotline Zalo miền Bắc: 0961.320.333
- Hotline Zalo miền Nam: 0981.810.800
- Website: tudonghoatoancau.com
- Facebook: Tự động hóa Toàn Cầu







 Zalo Miền Bắc
Zalo Miền Bắc
