


Tìm Hiểu Lập Trình PLC Ladder Cho Người Mới
Tìm hiểu lập trình PLC Ladder từ cơ bản đến ứng dụng thực tế, cấu trúc chương trình, nguyên lý hoạt động và các lệnh LD, LDI, OUT trong tự động hóa.
Giới thiệu
Trong lĩnh vực tự động hóa công nghiệp, việc nắm vững lập trình plc ladder là bước khởi đầu quan trọng đối với kỹ sư và sinh viên kỹ thuật. Đây là ngôn ngữ trực quan, mô phỏng theo mạch điện rơ le truyền thống, giúp người học dễ tiếp cận và nhanh chóng xây dựng các logic điều khiển máy móc. Nhờ cấu trúc rõ ràng và khả năng đọc hiểu nhanh, lập trình plc ladder vẫn được sử dụng rộng rãi trong nhiều nhà máy sản xuất hiện nay.
Không chỉ phù hợp với người mới bắt đầu, phương pháp này còn giúp đội ngũ vận hành và bảo trì dễ dàng kiểm tra, phát hiện lỗi và điều chỉnh hệ thống. Khi các dây chuyền sản xuất ngày càng tự động hóa, nhu cầu hiểu sâu về lập trình plc ladder cũng ngày càng tăng. Bài viết này sẽ giúp bạn hiểu rõ từ nền tảng ngôn ngữ Ladder Diagram, cấu trúc chương trình, cho đến các lệnh cơ bản như LD, LDI và OUT cũng như cách áp dụng vào các hệ thống điều khiển thực tế.

Tổng quan về ngôn ngữ lập trình PLC LAD/LD trong công nghiệp
Ladder Logic là gì và nguồn gốc phát triển
Trong các hệ thống điều khiển hiện đại, PLC được xem là trung tâm xử lý logic cho toàn bộ dây chuyền. Để giao tiếp với thiết bị này, kỹ sư sử dụng nhiều ngôn ngữ khác nhau, trong đó lập trình plc ladder là một trong những phương pháp phổ biến nhất. Ngôn ngữ này được phát triển dựa trên sơ đồ mạch rơ le điện truyền thống, giúp chuyển đổi từ tư duy phần cứng sang phần mềm một cách tự nhiên.
Ladder Logic sử dụng các ký hiệu tiếp điểm, cuộn dây và dòng logic giống như dòng điện chạy trong mạch. Nhờ vậy, người vận hành dễ dàng quan sát và hiểu chương trình ngay cả khi không chuyên sâu về lập trình. Trong nhiều dòng PLC phổ biến hiện nay như Siemens, Mitsubishi hay Omron, Ladder Diagram vẫn là lựa chọn tiêu chuẩn trong quá trình phát triển hệ thống điều khiển.
Tầm quan trọng của Ladder Diagram trong tự động hóa
Một trong những lý do khiến lập trình plc ladder tồn tại lâu dài là khả năng ứng dụng thực tế cao. Chương trình có cấu trúc rõ ràng, dễ bảo trì và dễ mở rộng khi hệ thống cần nâng cấp. Điều này đặc biệt quan trọng trong các nhà máy sản xuất liên tục, nơi việc dừng hệ thống để sửa lỗi có thể gây tổn thất lớn.
Ngoài ra, Ladder Diagram giúp:
• Kỹ sư vận hành đọc hiểu chương trình nhanh
• Dễ kiểm tra trạng thái tín hiệu đầu vào và đầu ra
• Giảm thời gian xử lý sự cố
• Hỗ trợ đào tạo nhân sự mới trong nhà máy
Nhờ những ưu điểm đó, lập trình plc ladder trở thành nền tảng trong nhiều hệ thống tự động hóa công nghiệp hiện đại.
Nền tảng cấu trúc của một chương trình Ladder Diagram
Cấu trúc mạng hình thang và các thành phần cơ bản
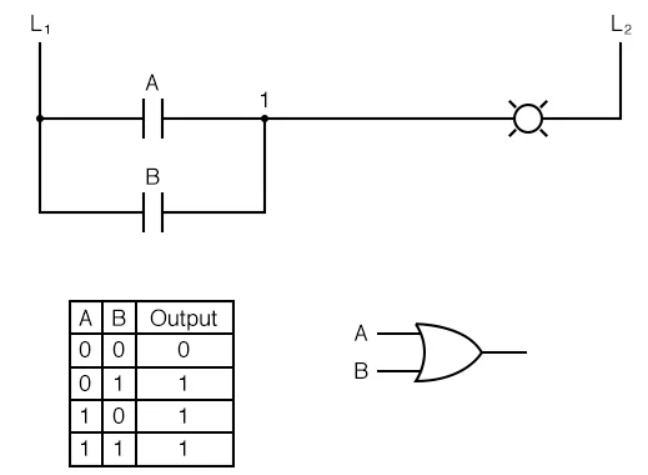
Một chương trình Ladder được thiết kế theo dạng hình thang với hai thanh nguồn ở hai bên. Các dòng lệnh nằm ngang được gọi là rung, nơi chứa các điều kiện logic và kết quả điều khiển. Khi xây dựng chương trình lập trình plc ladder, kỹ sư sẽ sắp xếp các tiếp điểm đầu vào và cuộn dây đầu ra trên từng rung theo logic mong muốn.
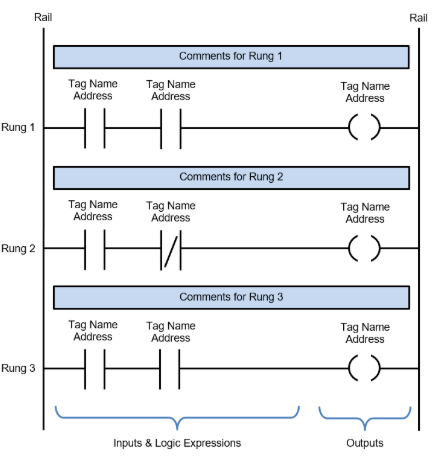
Các thành phần chính gồm:
• Tiếp điểm đầu vào biểu diễn tín hiệu cảm biến hoặc nút nhấn
• Cuộn dây đầu ra điều khiển thiết bị như động cơ hoặc van
• Bit nhớ nội dùng lưu trạng thái trung gian
• Timer và Counter phục vụ các chức năng điều khiển nâng cao
Cấu trúc này giúp chương trình dễ quan sát, dễ chỉnh sửa và đặc biệt phù hợp với môi trường sản xuất công nghiệp.
Nguyên lý dòng chảy logic và chu kỳ quét của PLC
PLC thực hiện chương trình theo chu kỳ quét liên tục. Trong mỗi chu kỳ, hệ thống sẽ đọc trạng thái tín hiệu đầu vào trước, sau đó xử lý toàn bộ logic trong chương trình Ladder từ trên xuống dưới. Cuối cùng, PLC cập nhật trạng thái mới cho các đầu ra.
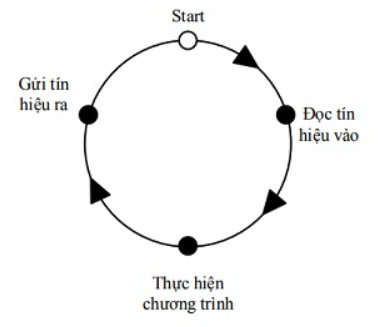
Quá trình này diễn ra rất nhanh, thường chỉ trong vài mili giây, giúp hệ thống phản ứng kịp thời với các thay đổi từ môi trường. Nhờ nguyên lý này, lập trình plc ladder đảm bảo sự ổn định và chính xác khi điều khiển dây chuyền sản xuất, robot công nghiệp hay hệ thống cơ khí tự động.
Phân tích chi tiết các tập lệnh cơ bản trong lập trình PLC Ladder
Lệnh LD nạp điều kiện logic thường mở
Lệnh LD là một trong những lệnh quan trọng trong lập trình plc ladder. Nó đại diện cho tiếp điểm thường mở và dùng để nạp điều kiện logic đầu tiên của một rung trong chương trình. Khi tín hiệu đầu vào được kích hoạt, dòng logic sẽ đi qua tiếp điểm và cho phép hệ thống tiếp tục xử lý các điều kiện phía sau.
Lệnh này thường được liên kết với:
• Ngõ vào vật lý từ cảm biến hoặc công tắc
• Bit nhớ nội trong PLC
• Các trạng thái từ Timer hoặc Counter
Ký hiệu:
---[ ]---
(Đây là ký hiệu truyền thống trong ngôn ngữ lập trình Ladder Diagram)
Toán hạng (Thiết bị có thể sử dụng):
Lệnh LD có thể được sử dụng với nhiều loại toán hạng khác nhau, đại diện cho các trạng thái đầu vào, đầu ra, bộ nhớ, timer, counter, và dữ liệu:
- X: Ngõ vào vật lý (Input)
- Y: Ngõ ra vật lý (Output)
- M: Bit nhớ nội (Internal Relay)
- HM: Bit nhớ duy trì (Latched Memory)
- SM: Bit nhớ hệ thống (System Memory)
- S: Bit trạng thái (State)
- HS: Bit trạng thái duy trì (Latched State)
- T: Timer (Tiếp điểm của Timer)
- HT: High-speed Timer (Tiếp điểm của High-speed Timer)
- C: Counter (Tiếp điểm của Counter)
- HC: High-speed Counter (Tiếp điểm của High-speed Counter)
- Dn.m: Bit của từ dữ liệu (Data Bit of Data Register) – thường dùng cho các bit cụ thể trong thanh ghi dữ liệu.
Nhờ cấu trúc đơn giản, lệnh LD giúp người mới học dễ hiểu và nhanh chóng xây dựng các chương trình điều khiển cơ bản.
Lệnh LDI nạp điều kiện logic thường đóng
Khác với LD, lệnh LDI đại diện cho tiếp điểm thường đóng. Khi tín hiệu đầu vào không được kích hoạt, dòng logic vẫn có thể đi qua. Tuy nhiên, khi tín hiệu xuất hiện, dòng logic sẽ bị ngắt ngay lập tức.
Trong lập trình plc ladder, LDI thường được sử dụng cho các chức năng:
• Nút dừng khẩn cấp
• Khóa chéo an toàn giữa các thiết bị
• Điều kiện bảo vệ hệ thống
Ký hiệu:
---[/]---
(Đây là ký hiệu truyền thống trong ngôn ngữ lập trình Ladder Diagram)
Toán hạng (Thiết bị có thể sử dụng):
Tương tự như LD, lệnh LDI có thể sử dụng với các loại toán hạng sau:
- X: Ngõ vào vật lý (Input)
- Y: Ngõ ra vật lý (Output)
- M: Bit nhớ nội (Internal Relay)
- HM: Bit nhớ duy trì (Latched Memory)
- SM: Bit nhớ hệ thống (System Memory)
- S: Bit trạng thái (State)
- HS: Bit trạng thái duy trì (Latched State)
- T: Timer (Tiếp điểm của Timer)
- HT: High-speed Timer (Tiếp điểm của High-speed Timer)
- C: Counter (Tiếp điểm của Counter)
- HC: High-speed Counter (Tiếp điểm của High-speed Counter)
- Dn.m: Bit của từ dữ liệu (Data Bit of Data Register)
Việc sử dụng đúng lệnh LDI giúp hệ thống vận hành an toàn hơn và hạn chế rủi ro trong môi trường sản xuất.
Lệnh OUT điều khiển cuộn dây xuất tín hiệu
Lệnh OUT có nhiệm vụ xuất kết quả logic ra thiết bị hoặc vùng nhớ. Khi toàn bộ điều kiện phía trước được thỏa mãn, cuộn dây đầu ra sẽ được kích hoạt. Nếu một điều kiện bị ngắt, thiết bị sẽ dừng hoạt động.
Trong lập trình plc ladder, lệnh OUT thường được dùng để:
• Điều khiển contactor động cơ
• Kích hoạt van điện từ
• Lưu trạng thái vào bit nhớ
• Kích hoạt Timer hoặc Counter
Ký hiệu:
---( )---
(Đây là ký hiệu truyền thống trong ngôn ngữ lập Ladder Diagram)
Toán hạng (Thiết bị có thể điều khiển):
Lệnh OUT có thể điều khiển các loại toán hạng sau:
- Y: Ngõ ra vật lý (Output) – Điều khiển trực tiếp thiết bị bên ngoài.
- M: Bit nhớ nội (Internal Relay) – Lưu trữ trạng thái logic bên trong PLC.
- HM: Bit nhớ duy trì (Latched Memory) – Giữ trạng thái ngay cả khi mất điện.
- SM: Bit nhớ hệ thống (System Memory) – Các bit đặc biệt của PLC.
- S: Bit trạng thái (State) – Dùng trong các chương trình tuần tự.
- HS: Bit trạng thái duy trì (Latched State)
- T: Timer – Kích hoạt bộ định thời.
- HT: High-speed Timer
- C: Counter – Kích hoạt bộ đếm.
- HC: High-speed Counter
- Dn.m: Bit của từ dữ liệu (Data Bit of Data Register) – Thay đổi trạng thái một bit cụ thể trong thanh ghi dữ liệu.
Ba lệnh LD, LDI và OUT kết hợp với nhau tạo thành nền tảng của hầu hết các chương trình PLC cơ bản.
Ứng dụng tập lệnh LD, LDI và OUT vào bài toán thực tế
Thiết lập mạch điều khiển cơ bản
Hãy xem xét một ví dụ đơn giản: Điều khiển một bóng đèn (Y0) bằng một nút nhấn thường mở (X0) và một nút dừng thường đóng (X1).
Yêu cầu: Bóng đèn Y0 sẽ sáng khi nút nhấn X0 được bấm, và sẽ tắt khi nút dừng X1 bị ngắt (hoặc nút X0 nhả ra).
Chương trình Ladder Diagram:
|——————+——————+——————+—|
| | | | |
| X0 | X1 | | Y0|
|—[ ]————+—[/]————+——————( )–|
| | | | |
|——————+——————+——————+—|
Giải thích chương trình:
- LD X0: Nạp trạng thái của ngõ vào X0. Đây là một tiếp điểm thường mở. Nếu X0 ON (nút nhấn được bấm), dòng logic sẽ đi qua.
- LDI X1: Nạp trạng thái nghịch đảo của ngõ vào X1. Đây là một tiếp điểm thường đóng. Nếu X1 OFF (nút dừng không bị bấm), dòng logic sẽ đi qua. (Nếu X1 bị bấm, nó sẽ ON và ngắt dòng logic).
- OUT Y0: Xuất kết quả logic ra cuộn dây Y0. Nếu dòng logic từ X0 và X1 (sau khi xử lý) là ON, ngõ ra Y0 sẽ ON, làm sáng đèn.
Hoạt động:
- Khi X0 được bấm (X0 ON) và X1 không bị bấm (X1 OFF), điều kiện LD X0 là TRUE, LDI X1 cũng là TRUE. Do đó, dòng logic sẽ được truyền đến OUT Y0, làm cho Y0 ON.
- Khi X0 được nhả ra (X0 OFF), hoặc X1 bị bấm (X1 ON), dòng logic đến OUT Y0 sẽ bị ngắt, làm cho Y0 OFF.
Quản lý linh hoạt toán hạng và thiết bị
Trong các hệ thống lớn, việc xuất tín hiệu trực tiếp ra thiết bị đôi khi không tối ưu. Thay vào đó, kỹ sư thường dùng các bit nhớ nội để lưu trạng thái trung gian. Điều này giúp chương trình lập trình plc ladder trở nên linh hoạt hơn và dễ mở rộng khi hệ thống phát triển.
Một số lợi ích khi sử dụng bit nhớ:
• Giảm xung đột tín hiệu phần cứng
• Tối ưu logic điều khiển
• Dễ bảo trì và nâng cấp chương trình
Nhờ phương pháp này, hệ thống tự động hóa có thể vận hành ổn định trong thời gian dài.
Ứng dụng nâng cao của LAD/LD trong các hệ thống phức tạp
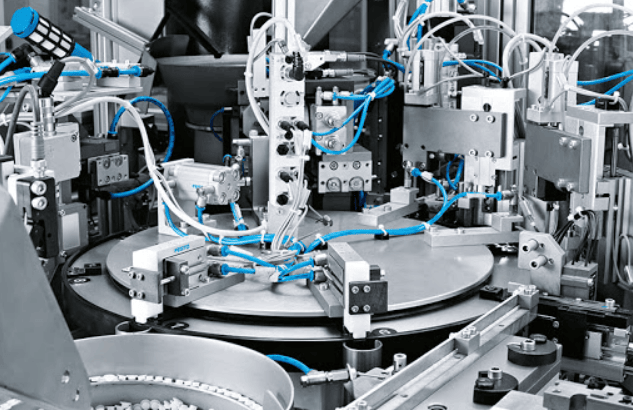
Đồng bộ hóa hệ thống xilanh khí nén đa chấp hành
Trong các dây chuyền sản xuất hiện đại, việc điều khiển nhiều xilanh khí nén cần sự đồng bộ chính xác. Kỹ sư có thể sử dụng lập trình plc ladder để xây dựng các chuỗi điều kiện dựa trên tín hiệu cảm biến hành trình và trạng thái thiết bị.
Quá trình này thường bao gồm:
• Kiểm tra vị trí xilanh bằng cảm biến
• Khóa chéo trạng thái chuyển động
• Điều khiển van điện từ theo thứ tự
Nhờ đó, hệ thống hoạt động ổn định và hạn chế lỗi cơ khí.
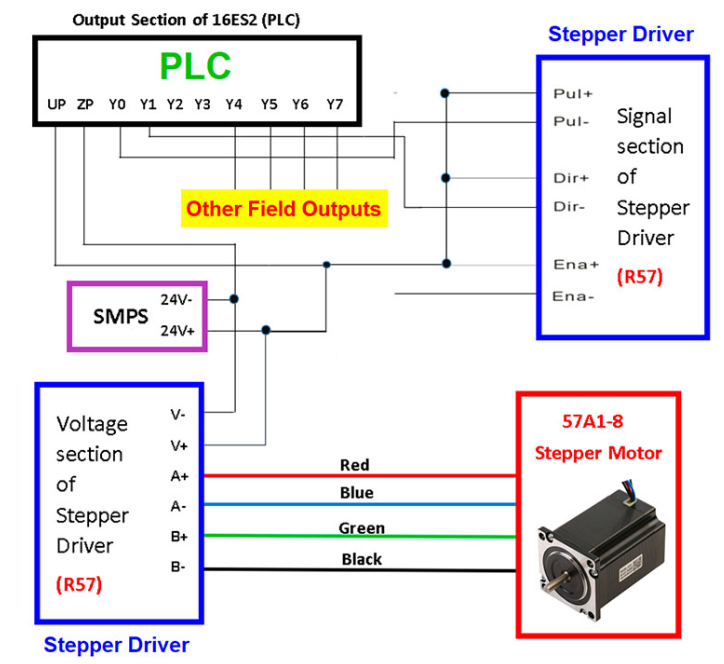
Kiểm soát hệ thống truyền động và động cơ bước
Ngoài các hệ thống khí nén, lập trình plc ladder còn được áp dụng trong điều khiển chuyển động như động cơ bước hoặc servo. PLC hiện đại tích hợp nhiều khối chức năng cho phép phát xung điều khiển tốc độ và vị trí.
Thông qua việc kết hợp logic Ladder với các chức năng điều khiển chuyển động, kỹ sư có thể:
• Đồng bộ nhiều trục cơ khí
• Điều chỉnh tốc độ vận hành
• Tối ưu quy trình sản xuất
Điều này cho thấy Ladder Diagram không chỉ dùng cho hệ thống đơn giản mà còn phù hợp với các ứng dụng công nghiệp phức tạp.
Kết luận
Có thể khẳng định rằng lập trình PLC Ladder (LAD/LD) chính là nền tảng cốt lõi trong lĩnh vực tự động hóa công nghiệp hiện đại. Với cấu trúc mô phỏng theo mạch điện relay truyền thống, Ladder mang lại sự trực quan, dễ đọc và dễ triển khai, đặc biệt phù hợp với kỹ sư điện – tự động hóa. Nhờ cách biểu diễn dạng “thang” gồm các tiếp điểm và cuộn dây, người lập trình có thể nhanh chóng xây dựng logic điều khiển từ những bài toán cơ bản như Start/Stop động cơ, liên động an toàn, cho đến các hệ thống phức tạp như điều khiển dây chuyền sản xuất, băng tải phân loại, trạm bơm, HVAC hay tích hợp truyền thông công nghiệp.
Việc nắm vững các lệnh cơ bản như LD (Load), LDI (Load Inverse), OUT (Output) cùng các lệnh Timer, Counter và Set/Reset sẽ giúp người học tạo được nền tảng tư duy logic vững chắc. Khi hiểu rõ nguyên lý quét chương trình (scan cycle) của PLC và cách xử lý tín hiệu vào/ra, kỹ sư có thể tối ưu chương trình để hệ thống vận hành ổn định, giảm lỗi và tăng tuổi thọ thiết bị. Đây chính là bước đệm quan trọng để tiến xa hơn với các ứng dụng nâng cao như điều khiển PID, truyền thông Modbus, Ethernet/IP hay tích hợp hệ thống BMS, SCADA trong nhà máy và tòa nhà thông minh.
Tuy nhiên, bên cạnh kiến thức kỹ thuật, việc lựa chọn thiết bị chính hãng và đơn vị cung cấp uy tín cũng đóng vai trò then chốt quyết định sự thành công của dự án. Công ty Cổ phần Tự động hóa Toàn Cầu là một trong những đơn vị có hơn 9 năm kinh nghiệm trong lĩnh vực cung cấp PLC, HMI, biến tần, servo và các thiết bị tự động hóa công nghiệp tại Việt Nam. Không chỉ phân phối sản phẩm chất lượng, doanh nghiệp còn tập trung vào giải pháp tổng thể, tư vấn lựa chọn cấu hình phù hợp với từng nhu cầu thực tế của khách hàng.

Đội ngũ kỹ sư giàu kinh nghiệm luôn sẵn sàng hỗ trợ từ khâu thiết kế hệ thống, lập trình, cài đặt, chạy thử đến xử lý sự cố sau bàn giao. Chính sách bảo hành minh bạch, hậu mãi rõ ràng và nguồn hàng sẵn kho giúp doanh nghiệp yên tâm vận hành lâu dài. Đặc biệt, công ty còn thường xuyên tổ chức các khóa đào tạo PLC – HMI thực tế, cập nhật kiến thức mới, giúp kỹ sư và doanh nghiệp nâng cao năng lực triển khai, làm chủ công nghệ thay vì phụ thuộc hoàn toàn vào bên thứ ba.
Với sự kết hợp giữa nền tảng lập trình PLC Ladder vững chắc và sự đồng hành từ đơn vị cung cấp chuyên nghiệp, doanh nghiệp hoàn toàn có thể xây dựng hệ thống tự động hóa ổn định, linh hoạt và sẵn sàng mở rộng trong tương lai. Đây chính là hướng đi bền vững cho các nhà máy và công trình đang theo đuổi mục tiêu tối ưu vận hành và nâng cao năng lực cạnh tranh.
Liên hệ ngay với chúng tôi để được hỗ trợ kỹ thuật tận tâm và cung cấp giải pháp tối ưu nhất:
- Hotline Zalo miền Bắc: 0961.320.333
- Hotline Zalo miền Nam: 0931.866.800
- Website: tudonghoatoancau.com
- Facebook: Tự động hóa Toàn Cầu
📌 Xem thêm: PLC BACnet: Giải pháp kết nối PLC vào hệ BMS tòa nhà


 Zalo Miền Bắc
Zalo Miền Bắc