


Tặng 100 code mẫu PLC Xinje và giao diện HMI Xinje có sẵn dùng được ngay (đang update)
TẶNG CODE MẪU PLC XINJE CÓ SẴN – DÙNG ĐƯỢC NGAY
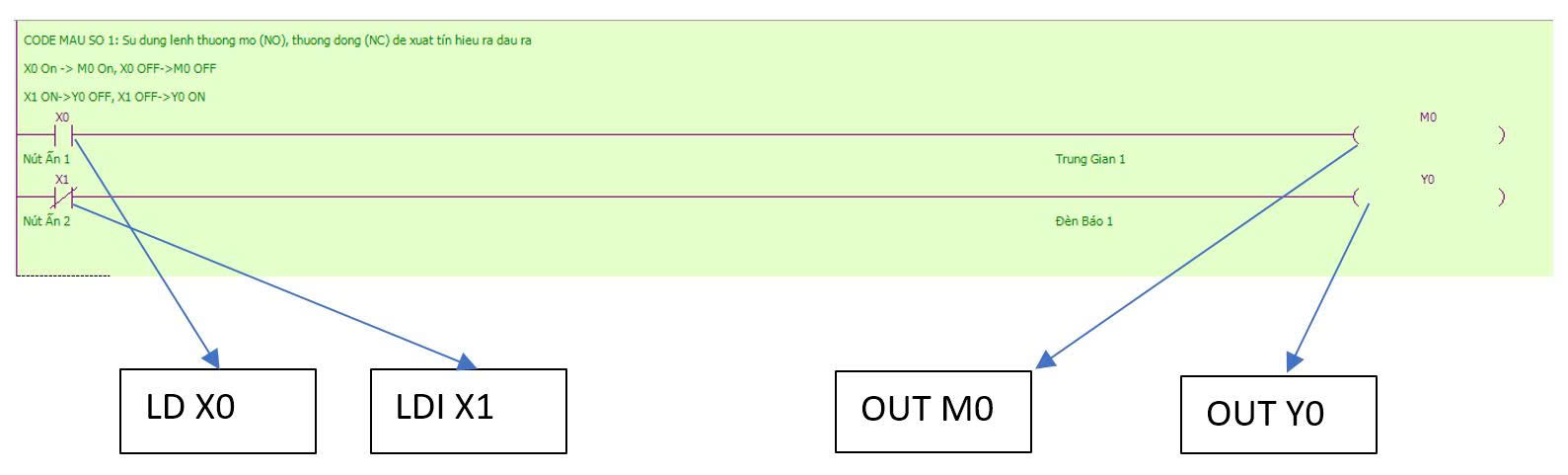
CODE MẪU 1: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH LD, LDI, OUT
- Lệnh LD: lệnh tiếp điểm thường mở (NO), được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Lệnh LDI: lệnh tiếp điểm thường đóng (NC), được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Lệnh OUT: loại hoạt động logic cuối cùng, đầu ra cuộn coil, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Chương trình PLC:
- Giải thích chương trình PLC:
+ Khi X0 ON lên thì đầu ra M0 On lên, X0 OFF thì đầu ra M0 OFF.
+ Khi X1 ON lên thì đầu ra Y0 OFF, X1 OFF thì đầu ra Y0 ON.
==> Tải file code mẫu tại đây
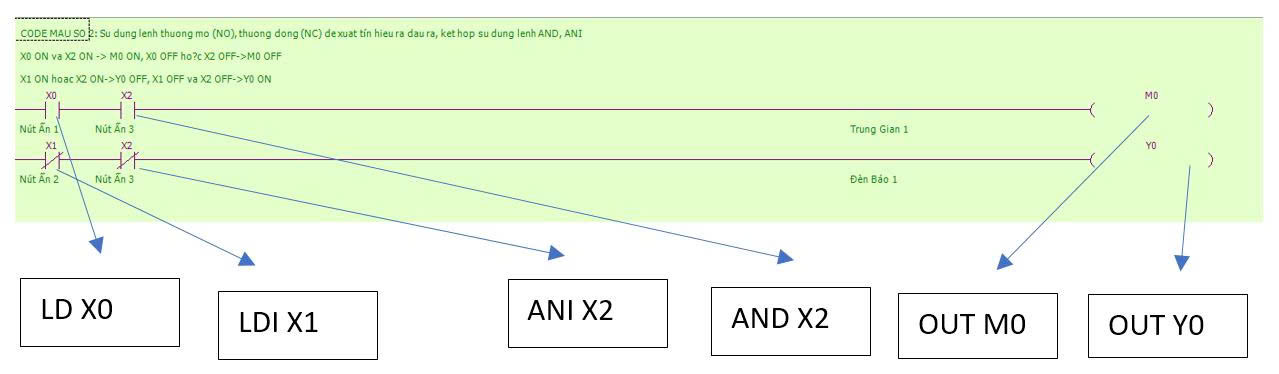
CODE MẪU 2: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH LD, LDI, OUT KẾT HỢP LỆNH AND, ANI
- Lệnh AND: lệnh tiếp điểm thường mở (NO) được viết nối tiếp trên cùng 1 dòng lệnh ladder, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Lệnh ANI: lệnh tiếp điểm thường đóng (NC) được viết nối tiếp trên cùng 1 dòng lệnh ladder, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Chương trình PLC:
- Giải thích chương trình PLC:
+ Khi X0 ON và X2 ON lên thì đầu ra M0 On lên, X0 OFF hoặc X2 OFF thì đầu ra M0 OFF.
+ Khi X1 ON lên hoặc X2 ON lên thì đầu ra Y0 OFF, X1 OFF và X2 OFF thì đầu ra Y0 ON.
==> Tải file code mẫu tại đây
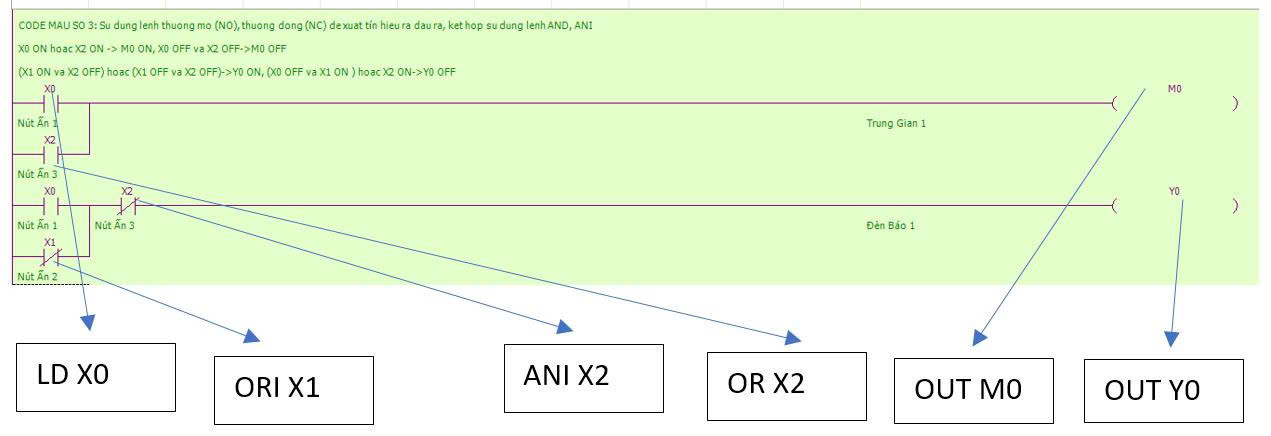
CODE MẪU 3: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH LD, LDI, OUT KẾT HỢP LỆNH OR, ORI, AND, ANI
- Lệnh OR: lệnh tiếp điểm thường mở (NO) được viết nối tiếp trên cùng 1 dòng lệnh ladder, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Lệnh ORI: lệnh tiếp điểm thường đóng (NC) được viết nối tiếp trên cùng 1 dòng lệnh ladder, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Chương trình PLC:
- Giải thích chương trình PLC:
+ Khi X0 ON hoặc X2 ON lên thì đầu ra M0 On lên, X0 OFF và X2 OFF thì đầu ra M0 OFF.
+ Khi (X0 ON hoặc X1 OFF) và X2 OFF thì đầu ra Y0 ON, (X0 OFF và X1 ON) hoặc X2 ON thì đầu ra Y0 ON.
==> Tải file code mẫu tại đây
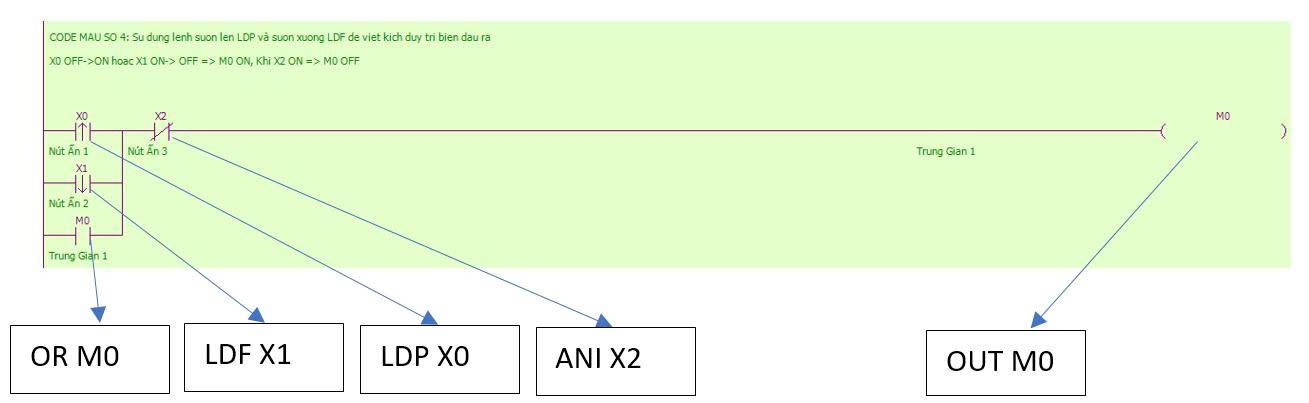
CODE MẪU 4: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH LDP, LDF
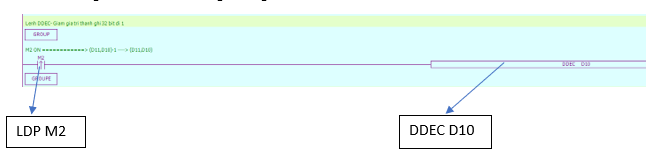
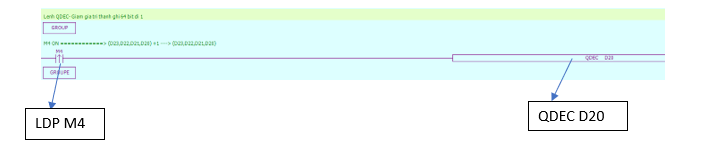
- Lệnh LDP: lệnh sườn lên của hệ thống, khi biến chuyển trạng thái từ OFF->ON thì lệnh này được thực thi, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.
- Lệnh LDF: lệnh sườn xuống, khi biến chuyển trạng thái từ ON->OFF thì lệnh này được thực thi, được sử dụng cho các biến như X,Y,M,HM,SM,S,HS,T,HT,C,HC,Dn.m.
- Lệnh sườn lên và sườn xuống này chỉ thực thi khi biến được thay đổi trạng thái.
- Chương trình PLC:
- Giải thích chương trình PLC:
+ Khi X0 OFF->ON hoặc X1 ON->OFF thì đầu ra M0 On lên, X2 ON thì đầu ra M0 OFF.
+ Lệnh này biến M0 được viết để duy trì trạng thái, khi M0 ON thì M0 sẽ được duy trì trạng thái, M0 chỉ OFF khi X2 ON.
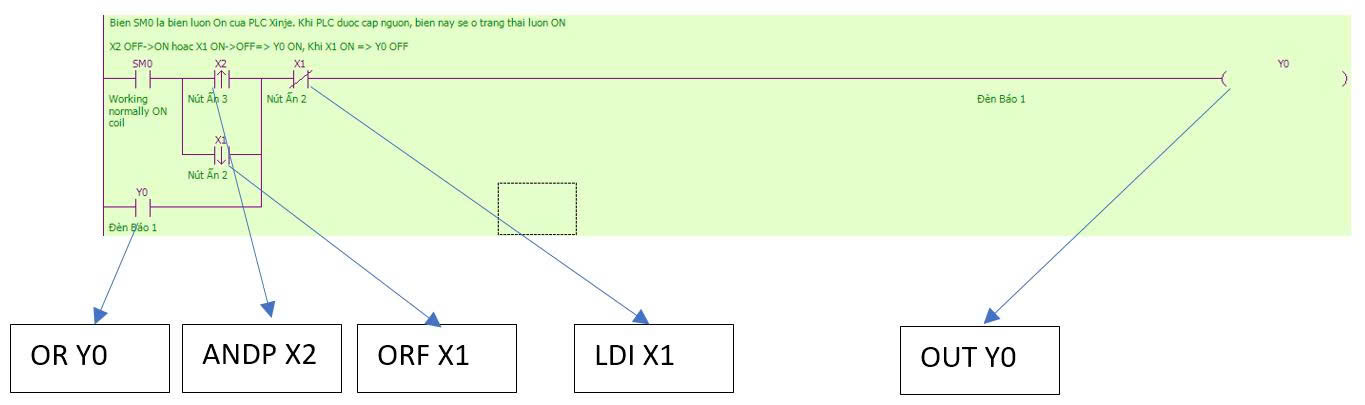
- Giải thích chương trình PLC:
+ Khi X2 OFF->ON hoặc X1 ON->OFF thì Y0 ON. Biến Y0 được viết duy trì trạng thái, Y0 OFF khi X1 ON.
==> Tải file code mẫu tại đây
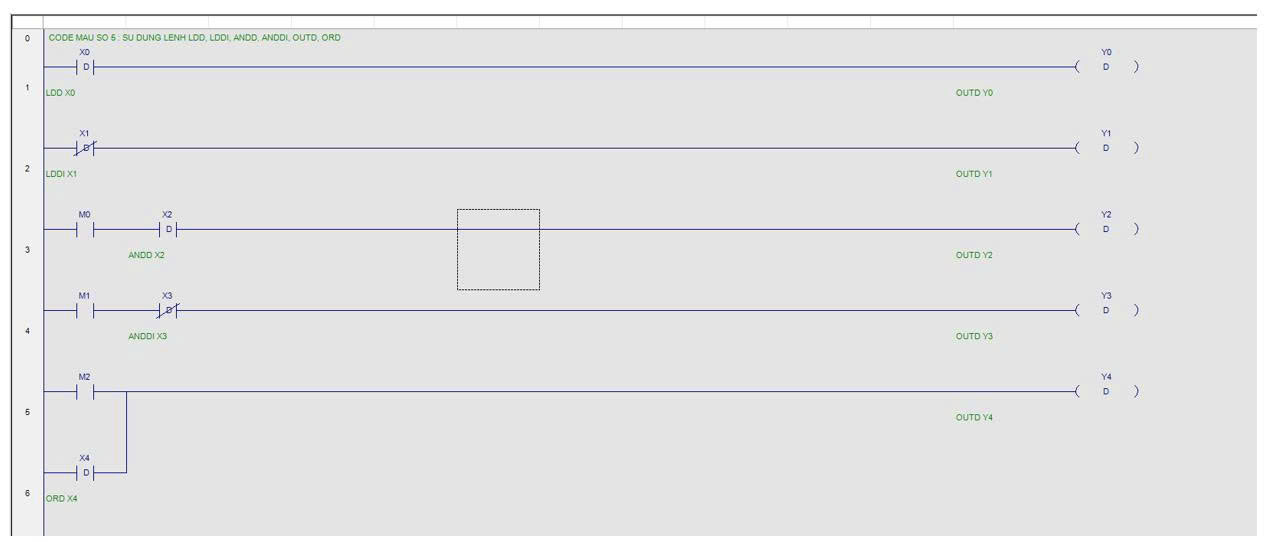
CODE MẪU 5: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH LDD, LDDI, ANDD, ANDDI, ORD
- Lệnh LDD: lệnh tiếp điểm thường mở (NO), được sử dụng cho biến X ( đọc tín hiệu trực tiếp từ thiết bị đầu cuối ).
- Lệnh LDDI: lệnh tiếp điểm thường đóng (NC), được sử dụng cho biến X ( đọc tín hiệu trực tiếp từ thiết bị đầu cuối ).
- Lệnh OUTD: loại hoạt động logic cuối cùng, đầu ra cuộn coil, được sử dụng cho biến Y ( đọc tín hiệu trực tiếp từ thiết bị đầu cuối ).
- Lệnh ANDD: loại phép toán logic giữa các tín hiệu đầu vào, kiểm tra tất cả tín hiệu đầu vào có đúng (1) hay không. Nếu tất cả các điều kiện đầu vào là (1) -> KQ là 1 ( đúng ); Nếu ít nhất 1 tín hiệu là (0) thì KQ là 0 ( sai ).
- Lệnh ANDDI: loại phép toán logic giữa các tín hiệu đầu vào, kiểm tra tất cả tín hiệu đầu vào có đúng (1) hay không. Nếu tất cả các điều kiện đầu vào là (1) -> KQ là 1 ( đúng ); Nếu ít nhất 1 tín hiệu là (0) thì KQ là 0 ( sai ).
- Lệnh ORD: loại phép toán logic giữa các tín hiệu đầu vào, kiểm tra tất cả tín hiệu đầu vào có đúng (1) hay không. Nếu tất cả các điều kiện đầu vào là (0) -> KQ là 0 ( sai ); Nếu ít nhất 1 tín hiệu là (1) thì KQ là 1 ( đúng ).
- Chương trình PLC:
- Giải thích chương trình PLC:
+ Khi X0 ON lên thì đầu ra Y0 On lên, X0 OFF thì đầu ra Y0 OFF.
+ Khi X1 ON lên thì đầu ra Y0 OFF, X1 OFF thì đầu ra Y0 ON.
+ Khi M0 và X2 ON lên thì đầu ra Y2 On lên, M0 hoặc X2 OFF thì đầu ra Y2 OFF.
+ Khi M1 ON lên và X3 OFF thì đầu ra Y3 ON, M1 OFF thì đầu ra Y3 OFF.
+ Khi M2 ON lên hoặc X4 ON thì đầu ra Y4 ON, M2 OFF và X4 OFF thì đầu ra Y4 OFF.
- Các lệnh LDD, LDDI, ANDD, … cũng giống như LD, LDI, AND, … tuy nhiên nó sẽ đọc tín hiệu trực tiếp từ thiết bị đầu cuối ( tín hiệu X ). OUTD cũng giống như OUT tuy nhiên nó sẽ đọc trực tiếp tín hiệu đầu ra Y mà không cần đợi đến vòng quét tiếp theo.
==> Tải file code mẫu tại đây
CODE MẪU 6: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH ALT
- Lệnh ALT : lệnh ALT được sử dụng dùng để đảo ngược trạng thái bit ( ON chuyển thành OFF, OFF chuyển thành ON ).
- Chương trình PLC:

- Giải thích chương trình PLC:
+ Khi kích M0 ON thì bit M1 ON lên rồi OFF xuống, lệnh ALT đảo bit M1 thành ON từ đó đầu ra Y0 ON.
==> Tải file code mẫu tại đây
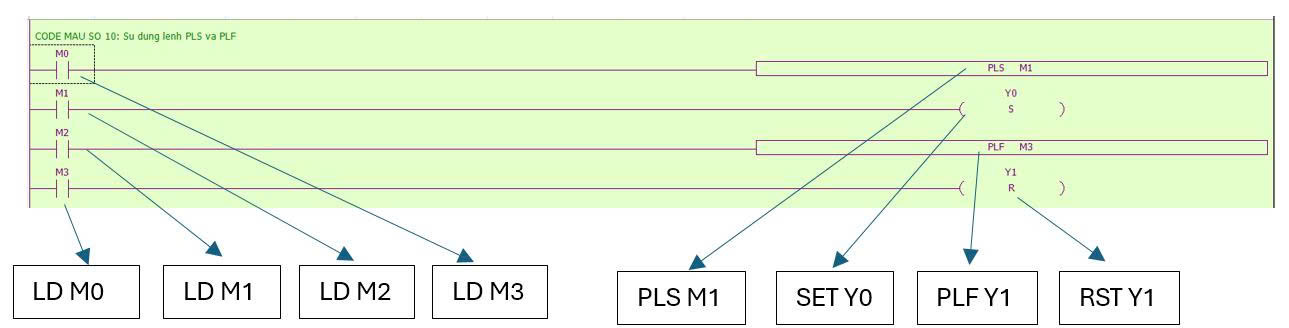
CODE MẪU 7: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH PLS, PLF
- Lệnh PLS: Bit đầu ra Y hoặc bit trung gian M sẽ được ON trong khoảng thời gian quét ngay khi bit đầu vào chuyển từ trạng thái OFF sang trại thái ON.
- Lệnh PLS: Bit đầu ra Y hoặc bit trung gian M sẽ được ON trong khoảng thời gian quét ngay khi bit đầu vào chuyển từ trạng thái ON sang trại thái OFF.
- Chương trình PLC
- Giải thích chương trình:
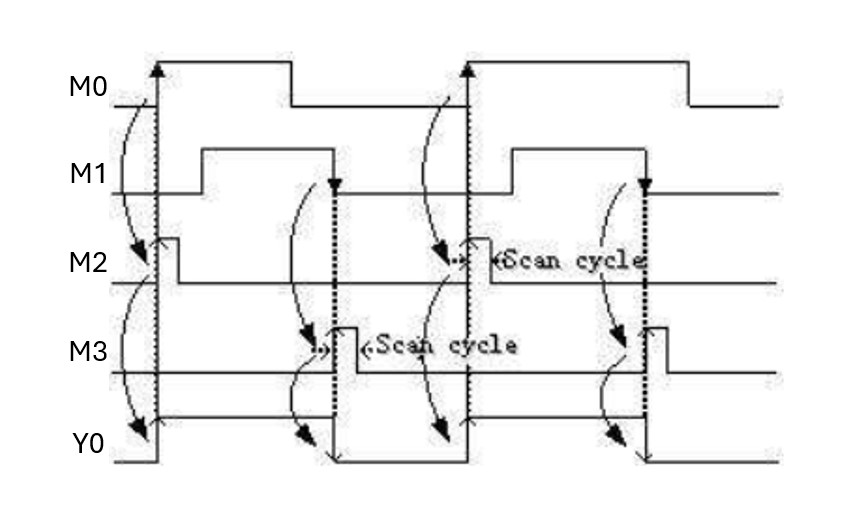
+ Khi M0 ON, M1 sẽ được ON trong khoảng thời gian M0 chuyển từ trạng thái OFF sang ON và M1 sẽ OFF khi hết khoảng thời gian đó. Hay nói cách khác thì M1 sẽ ON trong khoảng thời gian xung sường lên của M0. Khi M1 được ON thì sẽ SET Y0 => Y0 được ON.
+ Khi M2 ON, M3 sẽ được ON trong khoảng thời gian M2 chuyển từ trạng thái ON sang OFF và M3 sẽ OFF khi hết khoảng thời gian đó. Hay nói cách khác thì M3 sẽ ON trong khoảng thời gian xung sường xuống của M2. Khi M3 được ON thì sẽ RESET Y0 => Y0 được OFF.
==> Tải file code mẫu tại đây
CODE MẪU 8: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH SET, RST
- Lệnh SET : lệnh SET được sử dụng dùng để ON tín hiệu bit ngay cả khi điều kiện đầu vào tắt.
- Lệnh RESET : lệnh RESET được sử dụng dùng để OFF tín hiệu bit .
- Chương trình PLC:

- Giải thích chương trình PLC:
+ Khi kích M0 ON thì bit đầu ra Y0 ON lên. Khi OFF tín hiệu M0 đi thì tín hiệu Y0 vẫn được giữ ở ON.
+ Tín hiệu Y0 chỉ OFF đi khi kích tín hiệu M1 để kích lệnh RST Y0, khi đó tín hiệu Y0 sẽ bị reset và OFF đi.
==> Tải file code mẫu tại đây
CODE MẪU 9: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH CNT, RST
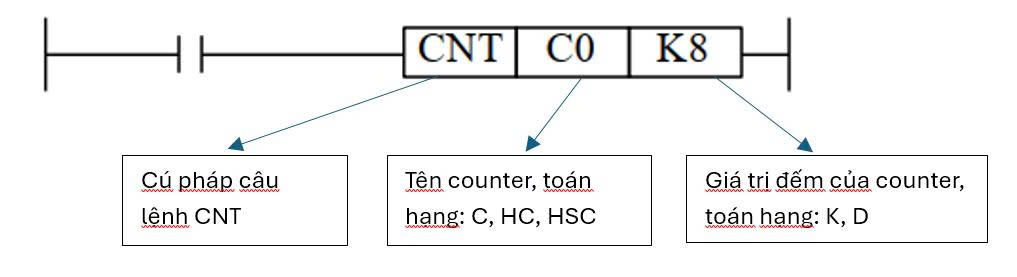
- Lệnh CNT: Bộ đếm lên 16bit không lưu trữ khi tắt nguồn, điều khiển trạng thái logic của đầu ra bộ đếm.
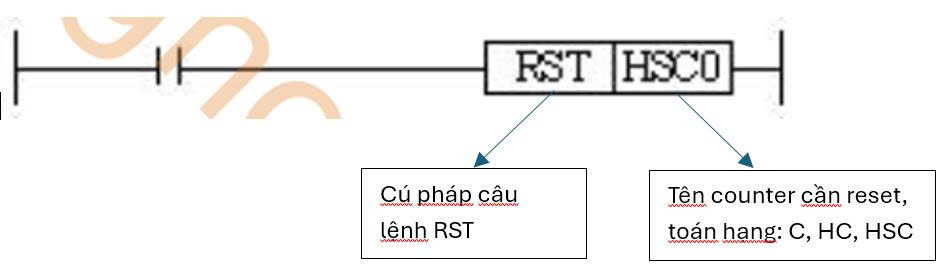
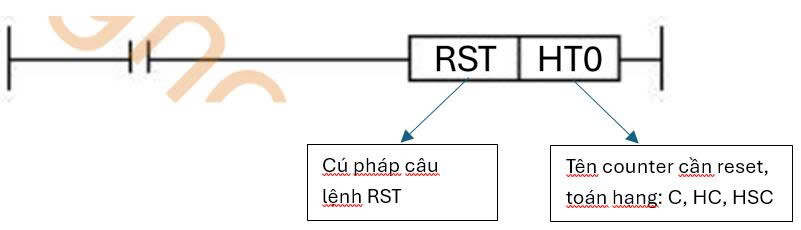
- Lệnh RST (Reset): Đặt lại đầu ra, xóa giá trị đếm hiện tại.
Cấu trúc câu lệnh:
- Lệnh CNT:
- Lệnh RST:
- Chương trình PLC
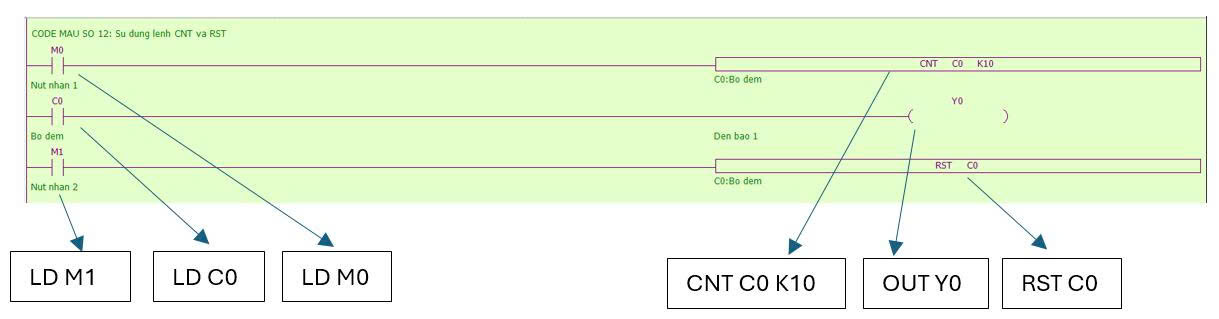
- Giải thích chương trình:
+ Bộ đếm tăng C0 đếm số lần M0 chuyển từ OFF thành ON. Khi C0 đạt K10 thì C0 sẽ chuyển từ OFF sang ON. Khi M0 chuyển từ OFF sang ON, giá trị hiện tại của C0 sẽ tiếp tục tăng và coil C0 vẫn ở trạng thái ON.
+ Khi C0 ở trạng thái ON, đầu ra Y0 sẽ ON.
+ Để chuyển trạn thái Y0 thành OFF, cần ON M1 => Reset giá trị của C0 => Coil C0 trở về trạng thái OFF và đầu ra Y0 sẽ OFF.
==> Tải file code mẫu tại đây
CODE MẪU 10: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH CNT_D, RST
- Lệnh CNT_D : lệnh CNT_D là lệnh đếm lùi counter 16 bit.
- Lệnh RST : lệnh RST được sử dụng dùng để RESET counter đếm.
- Chương trình PLC:
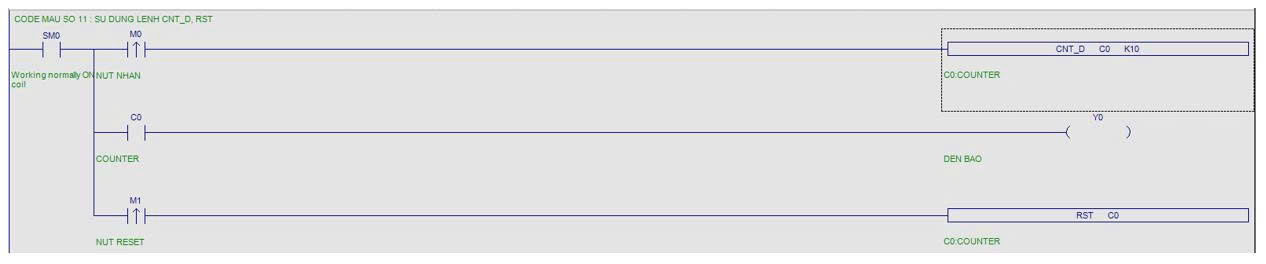
- Giải thích chương trình PLC:
+ Khi kích M0 ON thì counter C0 đếm lùi khi counter C0 đếm lùi đến giá trị K10 thì bit C0 được ON lên, khi đó bit đầu ra Y0 ON.
+ Khi kích M1 ON thì counter C0 được reset.
==> Tải file code mẫu tại đây
CODE MẪU 11: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH DCNT, RST
- Lệnh DNCT : lệnh DCNT là lệnh đếm tiến counter 32 bit.
- Lệnh RST : lệnh RST được sử dụng dùng để RESET counter đếm.
- Chương trình PLC:
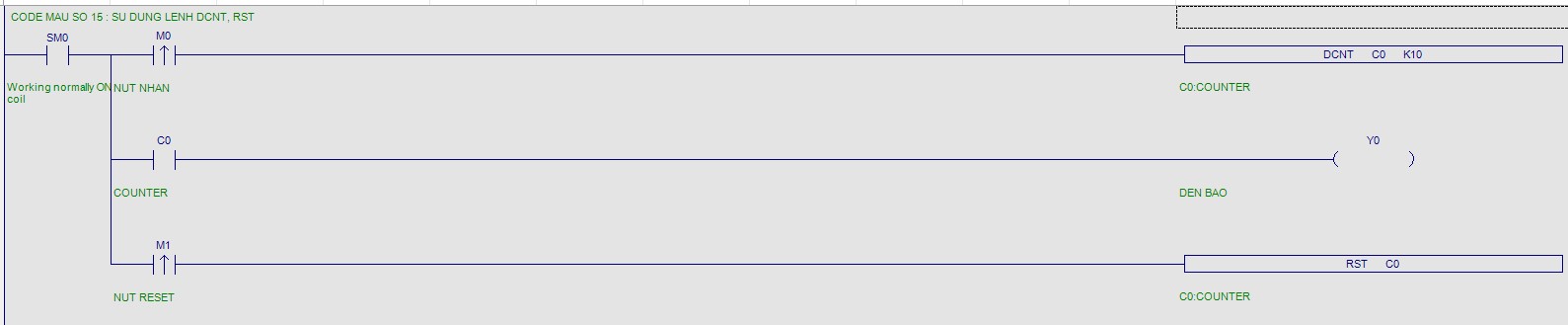
- Giải thích chương trình PLC:
+ Khi kích M0 ON thì counter C0 đếm tiến khi counter C0 đếm tiến đến giá trị K10 thì bit C0 được ON lên, khi đó bit đầu ra Y0 ON.
+ Khi kích M1 ON thì counter C0 được reset.
==> Tải file code mẫu tại đây
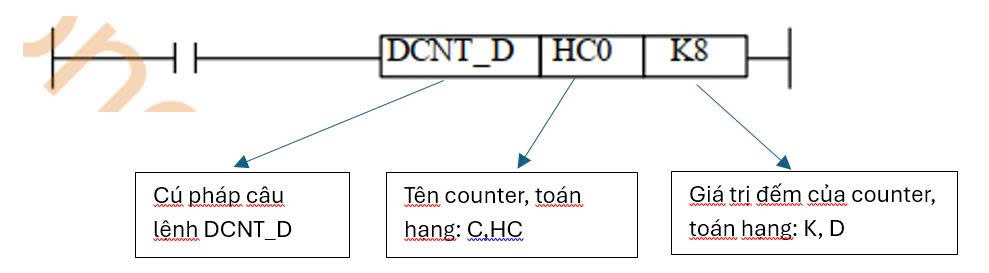
CODE MẪU 12: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH DCNT_D, RST
- Lệnh DCNT_D: Bộ đếm lên 32bit lưu trữ khi tắt nguồn, điều khiển trạng thái logic của đầu ra bộ đếm.
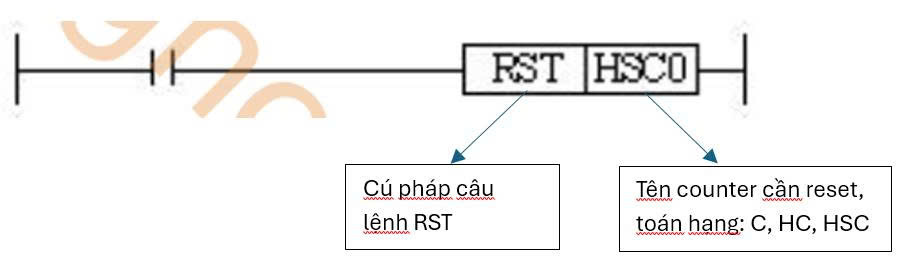
- Lệnh RST (Reset): Đặt lại đầu ra, xóa giá trị đếm hiện tại.
Cấu trúc câu lệnh:
- Lệnh CNT:
- Lệnh RST:
- Chương trình PLC
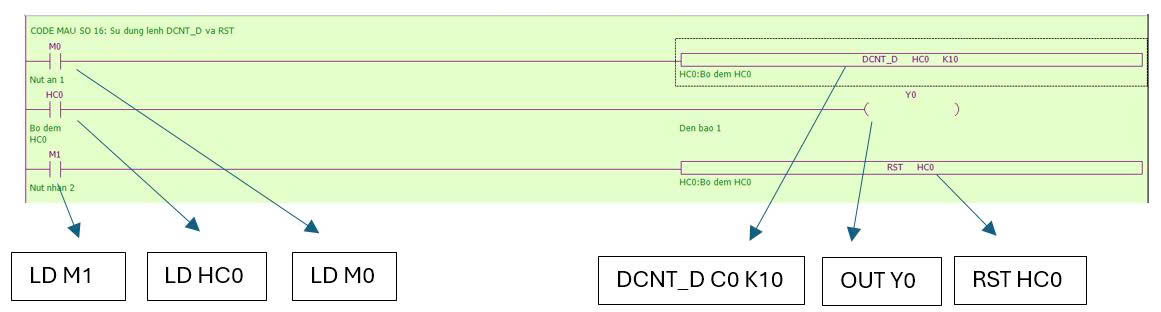
- Giải thích chương trình:
+ Bộ đếm tăng HC0 đếm số lần M0 chuyển từ OFF thành ON. Khi HC0 đạt K10 thì HC0 sẽ chuyển từ OFF sang ON. Khi M0 chuyển từ OFF sang ON, giá trị hiện tại của HC0 sẽ tiếp tục tăng và coil HC0 vẫn ở trạng thái ON.
+ Khi HC0 ở trạng thái ON, đầu ra Y0 sẽ ON.
+ Để chuyển trạn thái Y0 thành OFF, cần ON M1 => Reset giá trị của HC0 => HC0 trở về trạng thái OFF và đầu ra Y0 sẽ OFF.
==> Tải file code mẫu tại đây
CODE MẪU 13: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH TMR
- Lệnh TMR : lệnh TMR là lệnh timer cho phép lập trình viên cài đặt các khoảng thời gian trễ trước khi thực hiện 1 hành động nào đó hoặc duy trì trạng thái trong 1 khoảng thời gian nhất định.
- Chương trình PLC:
- Giải thích chương trình PLC:

+ Khi kích M0 ON thì timer T0 bắt đầu hoạt động và đếm thời gian, cứ sau 10ms thì sẽ tăng 1 đơn vị. Khi giá trị đếm đạt đến giá trị cài đặt K200 thì đầu ra timer T0 sẽ hoạt động. ( 200 x 10 = 2000ms = 2s )
+ Khi kích M1 OFF thì timer T0 được reset.
==> Tải file code mẫu tại đây
CODE MẪU 14: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH TMR_A, RST
Cấu trúc câu lệnh:
- Cấu trúc chung:
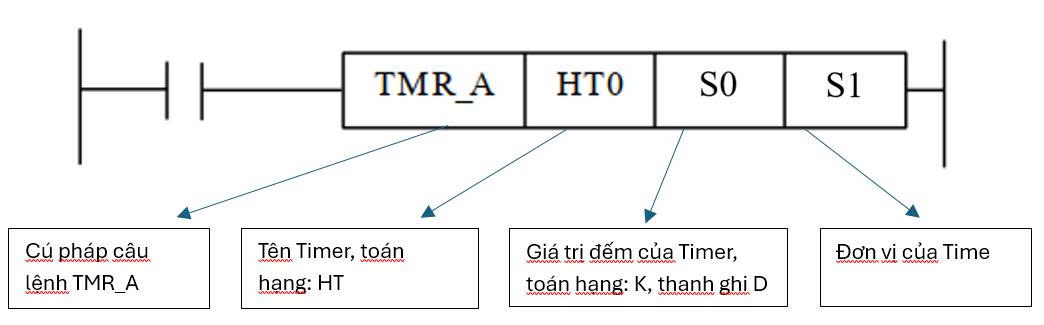 Giá trị của Timer sẽ được quyết định bởi S0*S1.
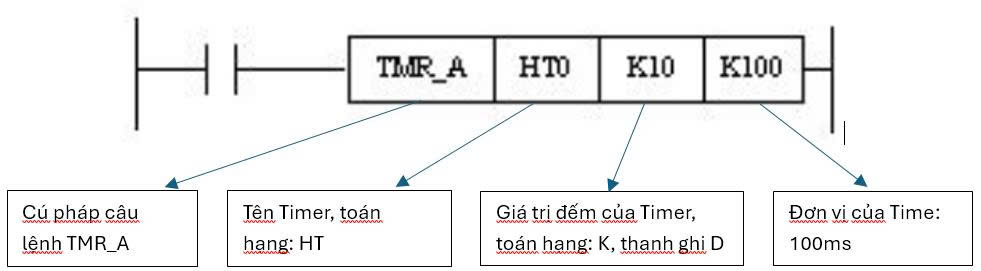
Giá trị của Timer sẽ được quyết định bởi S0*S1. - Lệnh TMR_A 100ms: Bộ đếm thời gian 100ms có thể lưu trữ giá trị khi mất nguồn.
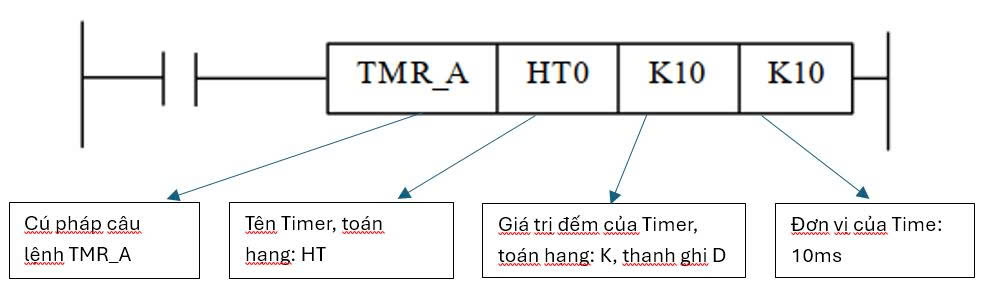
- Lệnh TMR_A 10ms: Bộ đếm thời gian 10ms có thể lưu trữ giá trị khi mất nguồn.
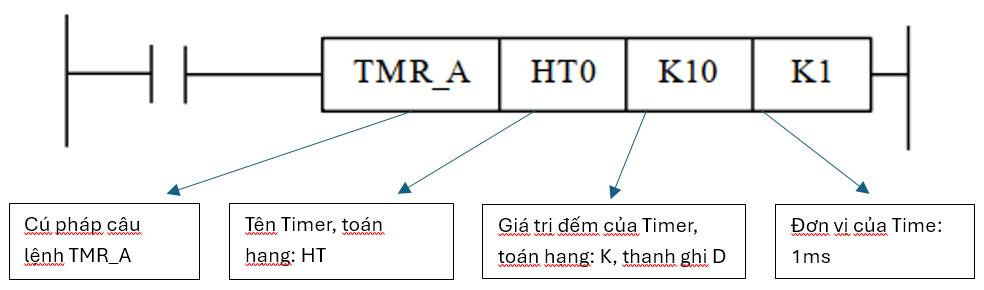
- Lệnh TMR_A 1ms: Bộ đếm thời gian 1ms có thể lưu trữ giá trị khi mất nguồn.
- Lệnh RST:
- Chương trình PLC
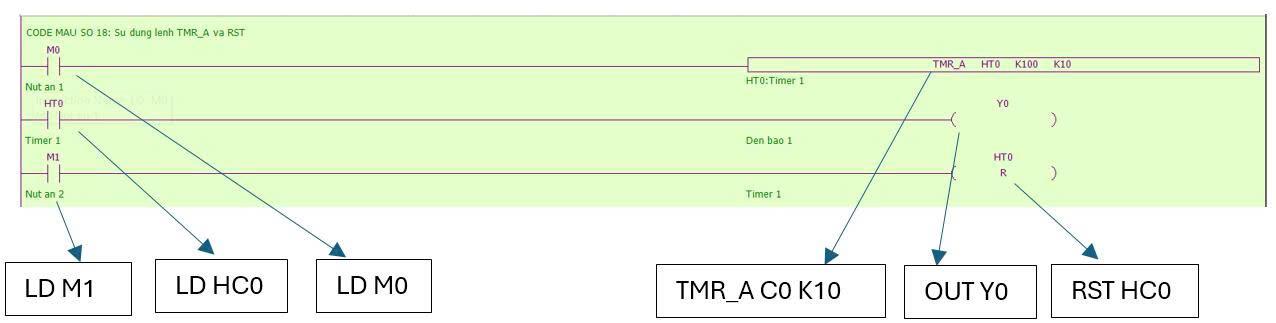
- Giải thích chương trình:
+ Trong ví dụ trên: thời gian đếm là 1 giây vì 100*10 = 1000ms. Muốn đặt thời gian là 10s thì chỉ cần đổi K100 thành K1000.
+ Bộ đếm thời gian HT0 tăng thời gian đến giá trị đặt. Khi HT0 đạt K100 thì HT0 sẽ chuyển từ OFF sang ON.
+ Khi HT0 ở trạng thái ON, đầu ra Y0 sẽ ON.
+ Để chuyển trạng thái Y0 thành OFF, cần ON M1 => Reset giá trị của HT0 => HT0 trở về trạng thái OFF, đầu ra Y0 sẽ OFF và Timer HT0 sẽ bắt đầu đến lại từ giá trị 0.
==> Tải file code mẫu tại đây
CODE MẪU 15: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH END
- Lệnh END : lệnh END là lệnh kết thúc chu trình quét hiện tại.
- Chương trình PLC:

- Giải thích chương trình PLC:
+ PLC thực hiện xử lý đầu vào, thực hiện chương trình và xử lý đầu ra. Nếu ghi lệnh END ở cuối chương trình, các lệnh đằng sau lệnh END sẽ không được thực hiện.
+ Nếu không có lệnh END trong chương trình, PLC thực hiện bước kết thúc và lặp lại chương trình từ bước 0.
==> Tải file code mẫu tại đây
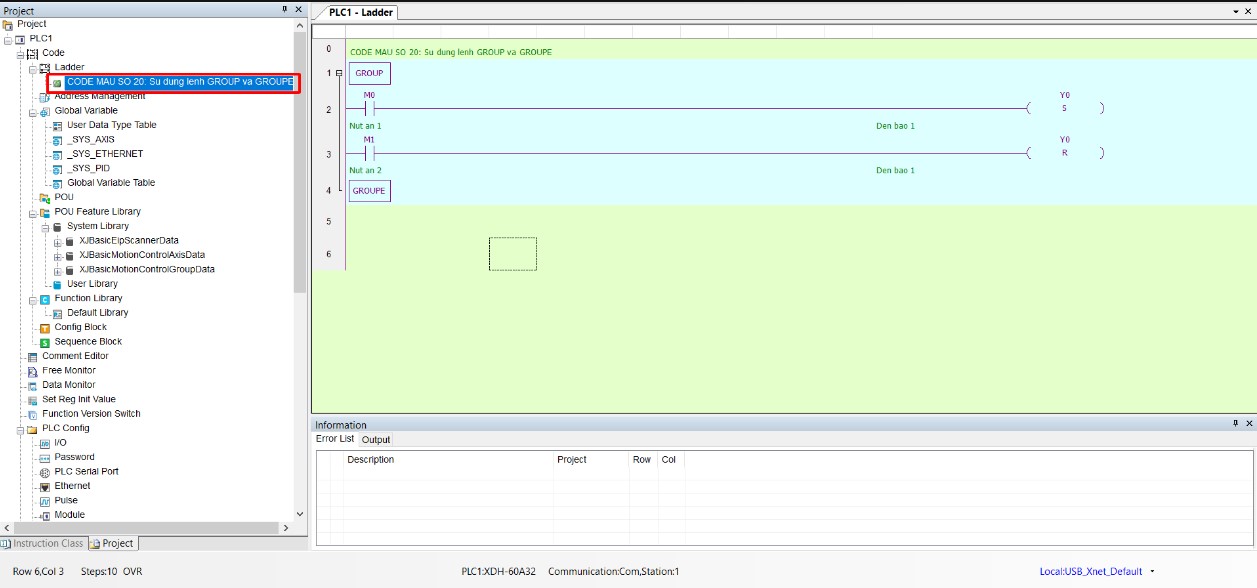
CODE MẪU 16: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH GROUP, GROUPE
- Lệnh GROUP và GROUPE nên sử dụng theo cặp.
- Lệnh GROUP và GROUPE không có ý nghĩa thực tế, chúng được sử dụng để tối ưu hóa cấu trúc chương trình. Vì vậy, việc thêm hoặc xóa các lệnh này không ảnh hưởng đến việc chạy chương trình.
- Để sử dụng GROUP và GROUPE nhập lệnh GROUP vào đầu phần nhóm và nhập lệnh GROUPE ở cuối phần nhóm.
- Lệnh GROUP và GROUPE sẽ tạo ra 1 nhóm nhỏ để dễ dàng quản lý chương trình PLC tổng thể. Khi tạo 1 GROUP thì sẽ được hiển thị ở hình dưới:
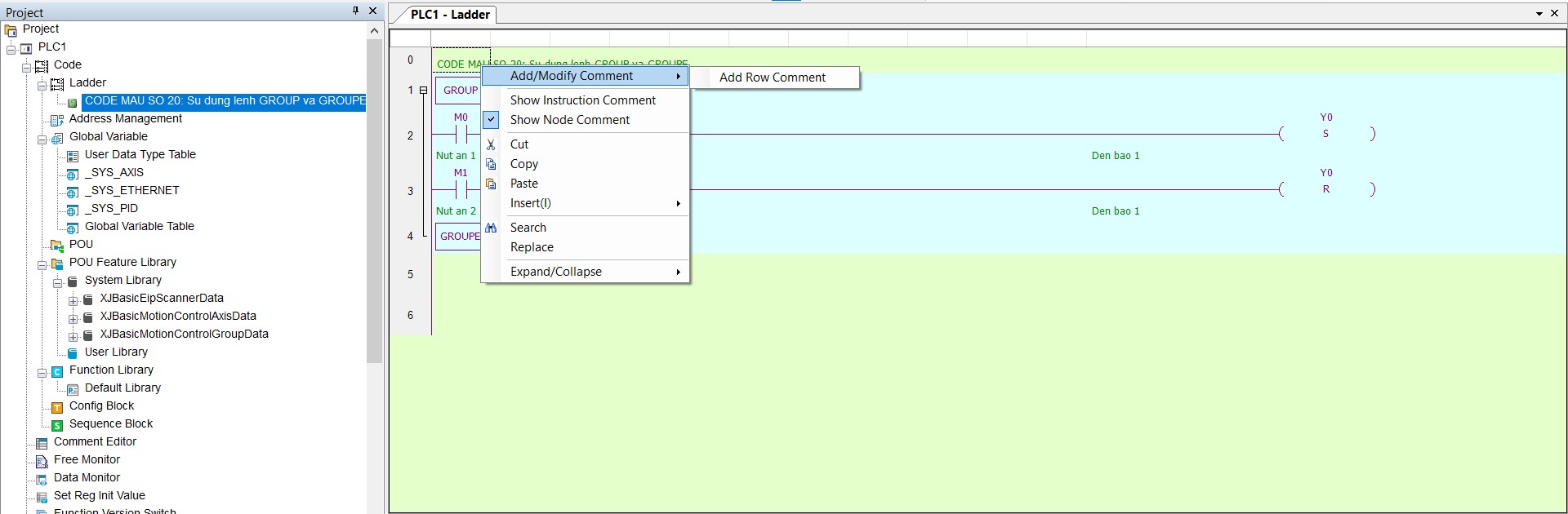
- Để đổi tên GROUP đã tạo ra, nhấn chuột phải vào dòng bên trên của GROUP và chọn Add Row Comment.
- Chương trình PLC:
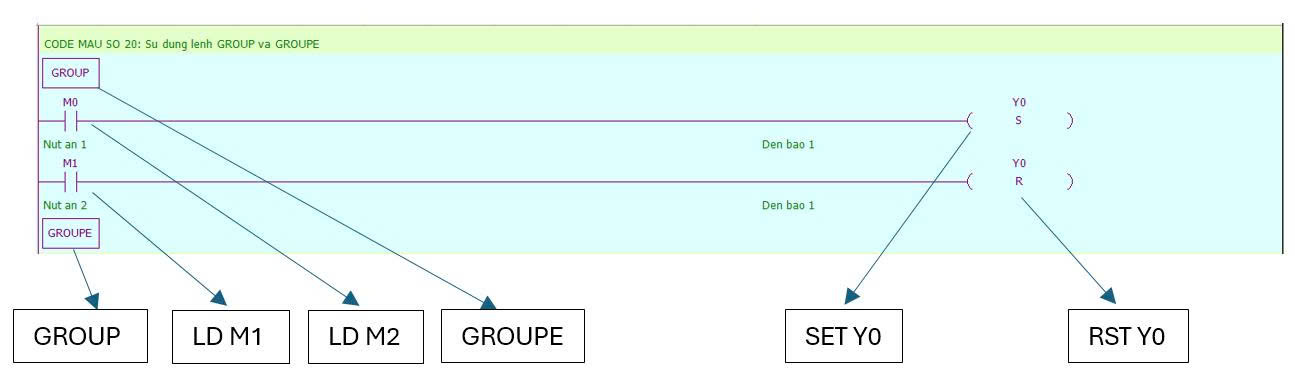
- Giải thích chương trình:
+ Khi M0 ON, Y0 sẽ được ON. M0 OFF thì Y0 vẫn sẽ được ON.
+ Khi M1 ON, Y0 sẽ OFF. M1 OFF thì Y0 vẫn sẽ OFF.
+ Để ON được Y0 thì điều kiện là M1 phải OFF.
==> Tải file code mẫu tại đây
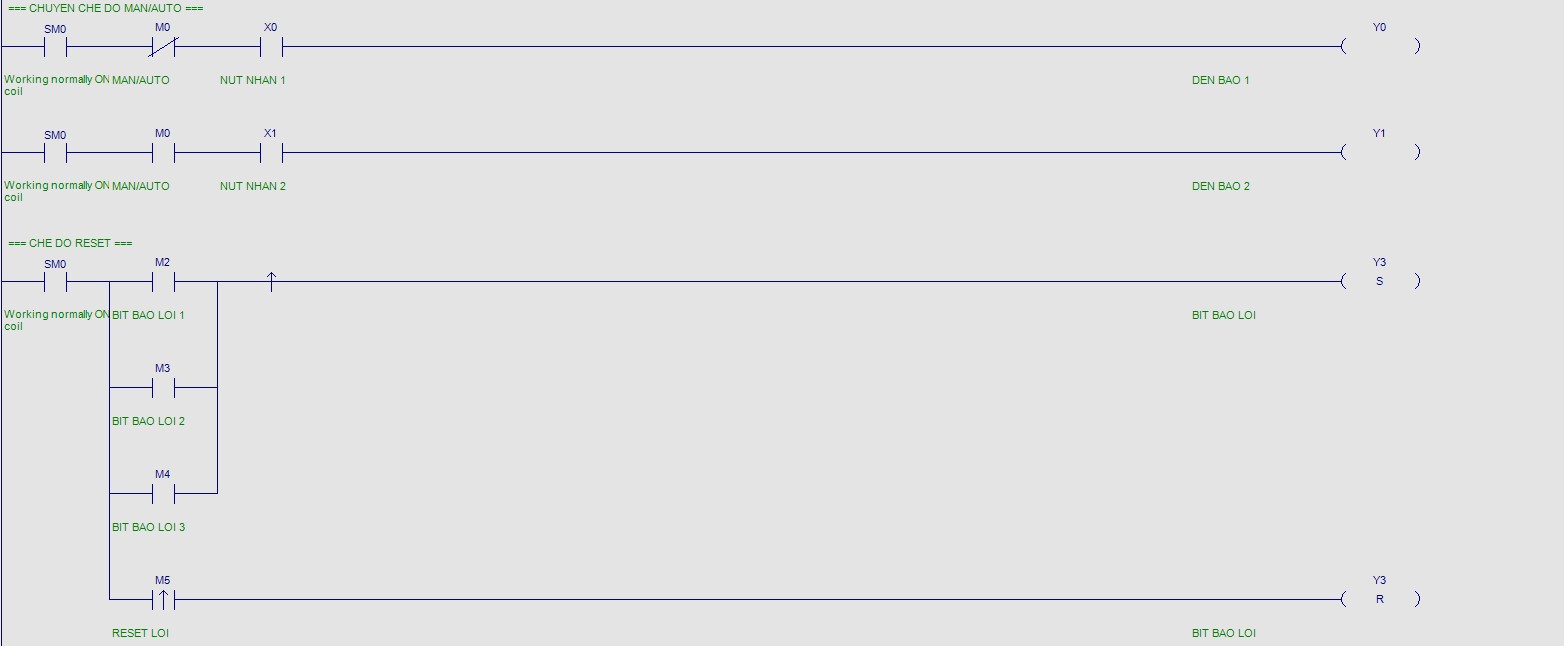
CODE MẪU 17: VIẾT CHƯƠNG TRÌNH SỬ DỤNG CHẾ ĐỘ MAN/AUTO
- Chế độ MAN/AUTO : dùng để chuyển đổi giữa các chế độ MAN/AUTO trong 1 chương trình lập trình máy.
- Chế độ RESET LỖI : dùng để reset lỗi khi thiết bị như biến tần, driver, … báo lỗi.
- Chương trình PLC:
- Giải thích chương trình PLC:
+ Dùng bit M0 để chuyển chế độ MAN/AUTO, khi dùng thường đóng máy sẽ hoạt động ở chế độ MAN, khi chuyển bit M0 từ OFF sang ON thì máy sẽ chuyển sang chế độ AUTO.
+ Ở chương trình reset lỗi, bit M2, M3, M4 là các bit báo lỗi, khi 1 trong các bit báo lỗi ON thì set tín hiệu lỗi Y3. Khi kích tín hiệu M5 sẽ reset tín hiệu lỗi Y3.
==> Tải file code mẫu tại đây
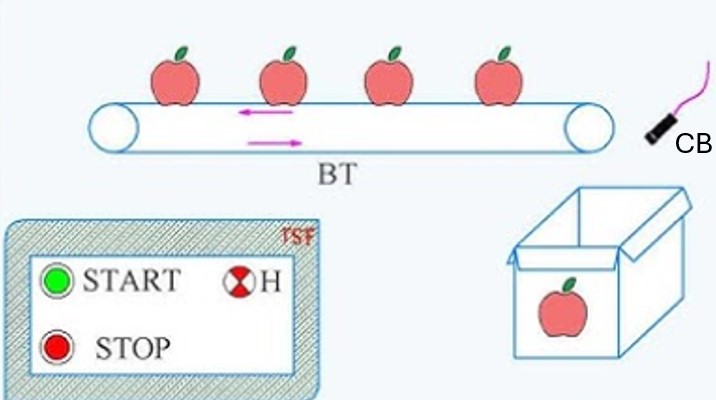
CODE MẪU 18: VIẾT CHƯƠNG TRÌNH ỨNG DỤNG ĐẾM CYCLE TIME CỦA MÁY
Bài toán: Đếm số cam được đưa vào thùng theo mô tả như hình dưới, khi đếm đủ 10 quả cam thì còi sẽ kêu và dừng máy. Đếm thời gian kết thúc 1 chu trình làm việc.
Chương trình PLC:
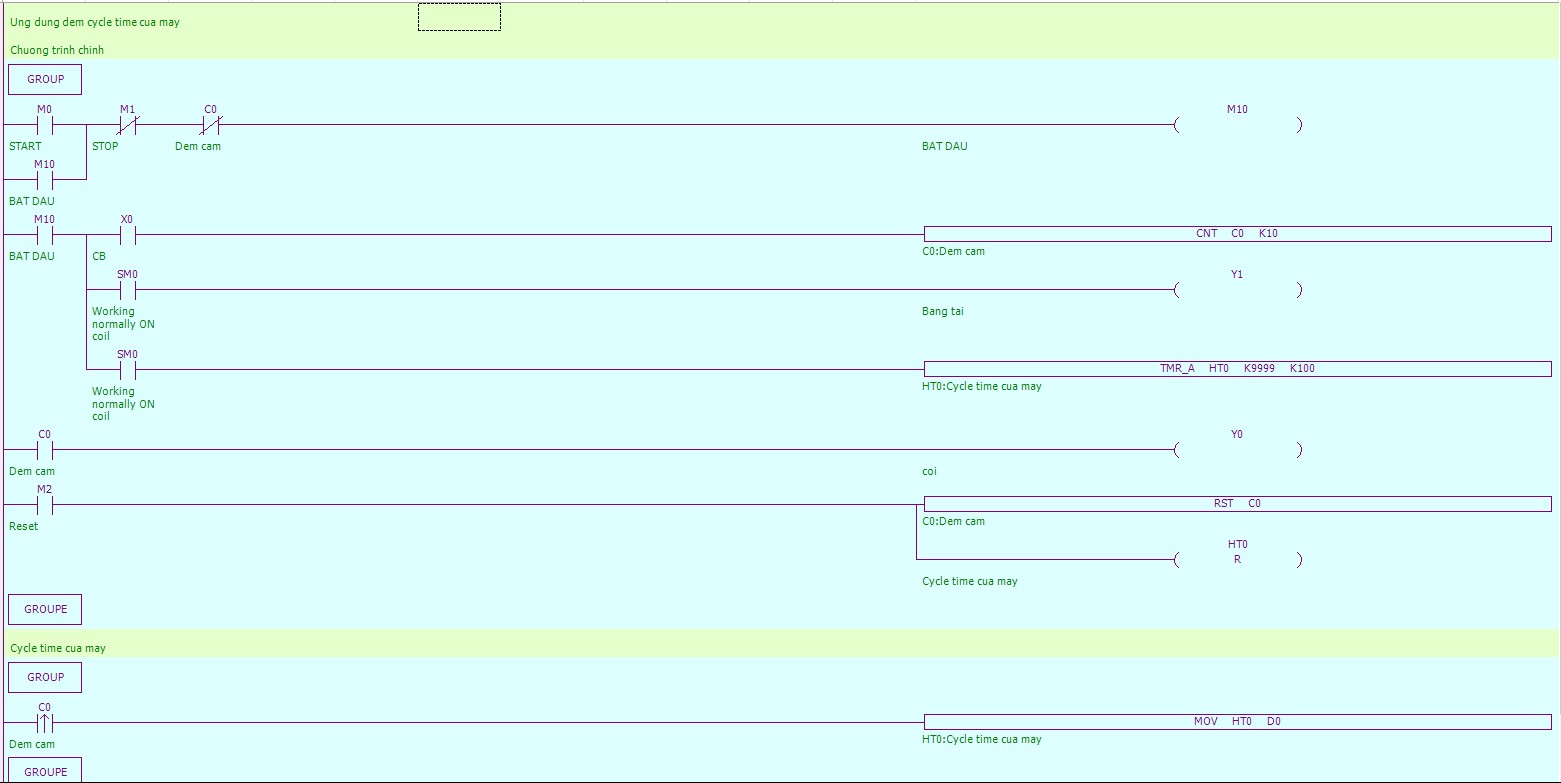
+ Khi M0 On => M10 On => chương trình bắt đầu chạy => Timer HT0 bắt đầu đếm thời gian của 1 chu trình hoạt động.
+ Mỗi khi có cam đi qua, cảm biến trả tín hiệu về chân X0 => giá trị của C0 tăng lên 1 đơn vị.
+ Khi đủ 10 quả cam, giá trị của C0 sẽ là 10 và tiếp điểm C0 On => ngắt bit M10 => hệ thống dừng. Ngay lập tức giá trị của Timer HT0 đếm thời gian của 1 chu trình làm việc sẽ được chuyển vào thanh ghi D0.
==> Tải file code mẫu tại đây
CODE MẪU 19: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH CJ
- Lệnh CJ: lệnh này được sử dụng để gọi đến 1 đoạn chương trình, lệnh này sẽ tóm gọn hoạt động của 1 chu trình được lặp lại nhiều lần trong chương trình, tránh trường hợp chương trình bị trùng đầu ra.
- Lệnh CJ được sử dụng cùng với con trỏ P, P là con trỏ để trỏ đến chương trình cần nhảy đến (P0-P9999).
Chương trình PLC:
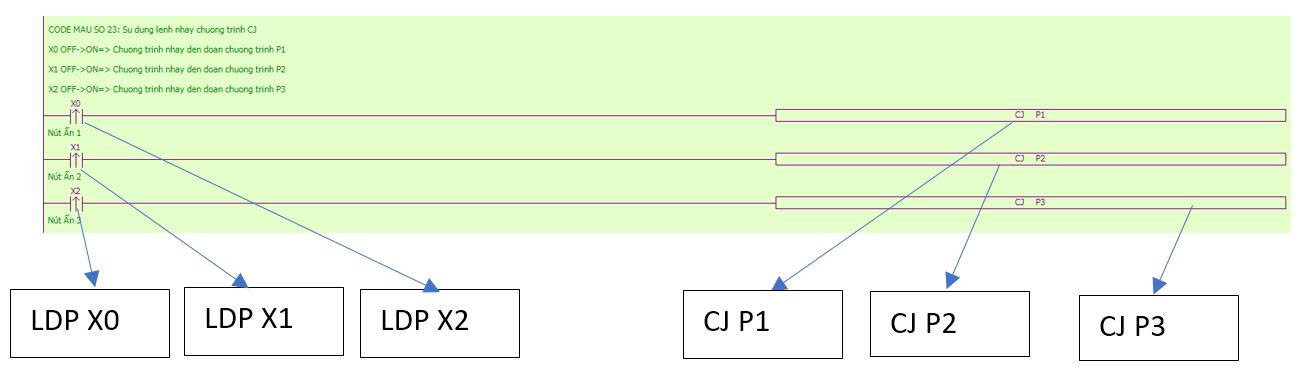
- Giải thích chương trình PLC:
+ Khi X0 OFF->ON thì chương trình nhảy đến nhãn chương trình P1.
+ Khi X1 OFF->ON thì chương trình nhảy đến nhãn chương trình P2.
+ Khi X2 OFF->ON thì chương trình nhảy đến nhãn chương trình P3.
- Giải thích nhãn chương trình P1:
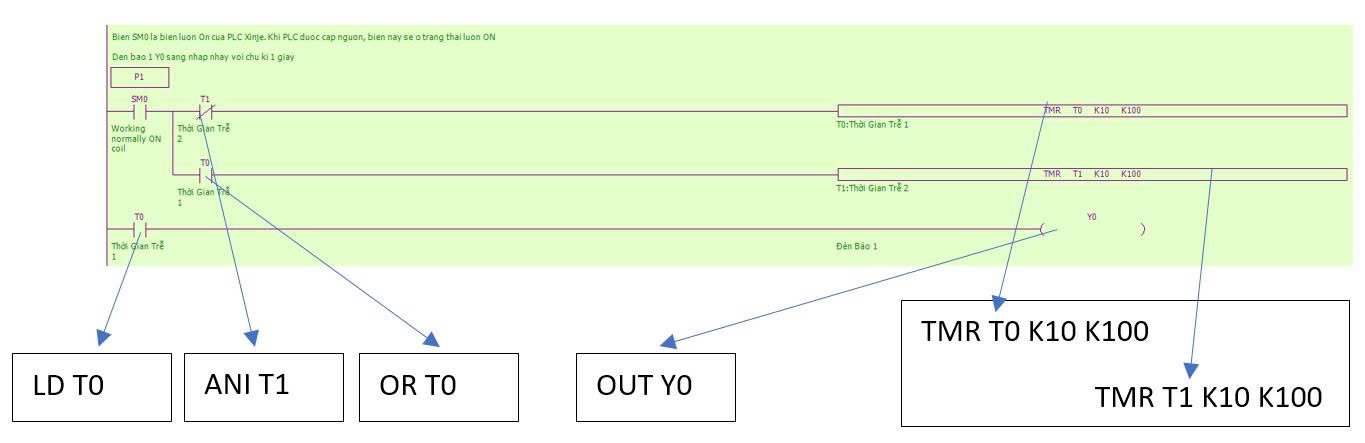
+ Bộ đếm thời gian T0 sẽ được kích hoạt trong thời gian 1s (=K10*K100/1000).
+ Sau 1s, biến T0 ON-> bộ đếm thời gian T1 được kích hoạt trong thời gian 1s (=K10*K100/K1000), biến Y0 ON.
+ Sau 1s, biến T1 ON-> Timer T0, T1 được reset, biến Y0 OFF.
+ Chu trình lặp lại, biến Y0 sẽ OFF->ON với chu kì 1s.
- Giải thích nhãn chương trình P2:
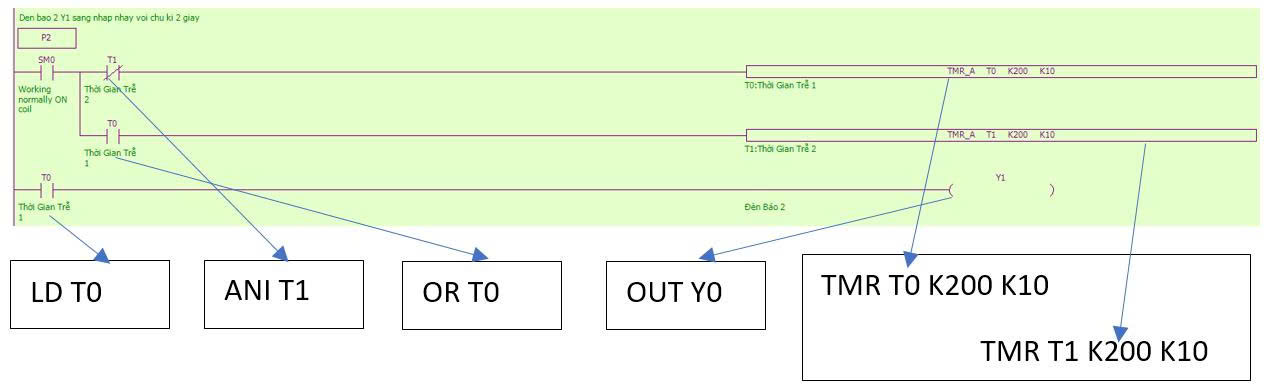
+ Bộ đếm thời gian T0 sẽ được kích hoạt trong thời gian 2s (=K200*K10/1000).
+ Sau 2s, biến T0 ON-> bộ đếm thời gian T1 được kích hoạt trong thời gian 2s (=K200*K10/1000), biến Y1 ON.
+ Sau 2s, biến T1 ON-> Timer T0, T1 được reset, biến Y1 OFF.
+ Chu trình lặp lại, biến Y1 sẽ OFF->ON với chu kì 2s.
- Giải thích nhãn chương trình P3:
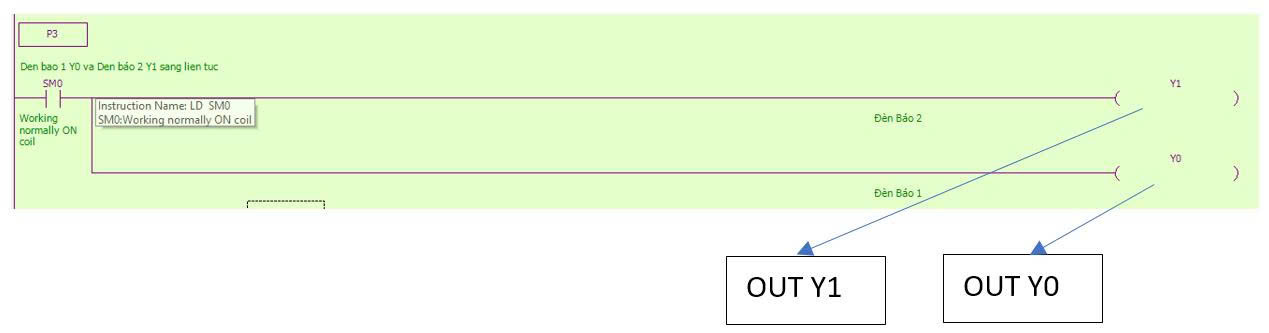 + Biến Y0, Y1 ON.==> Tải file code mẫu tại đây
+ Biến Y0, Y1 ON.==> Tải file code mẫu tại đây
CODE MẪU 20: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH CALL
- Lệnh CALL: lệnh này được sử dụng để gọi đến 1 đoạn chương trình con được sử dụng nhiều lần trong chương trình, giảm thiểu số lượng bước lập trình.
- Lệnh CALL được sử dụng cùng với con trỏ P, P là con trỏ để trỏ đến chương trình cần nhảy đến (P0-P9999).
- Lệnh FEND: lệnh này được sử dụng để kết thúc chương trình chính.
- Lệnh SRET: lệnh này để kết thúc chương trình con.
- Lệnh END: lệnh này được sử dụng để kết thúc chương trình tổng. Chương trình sẽ trở về Step 0.
Chương trình PLC:
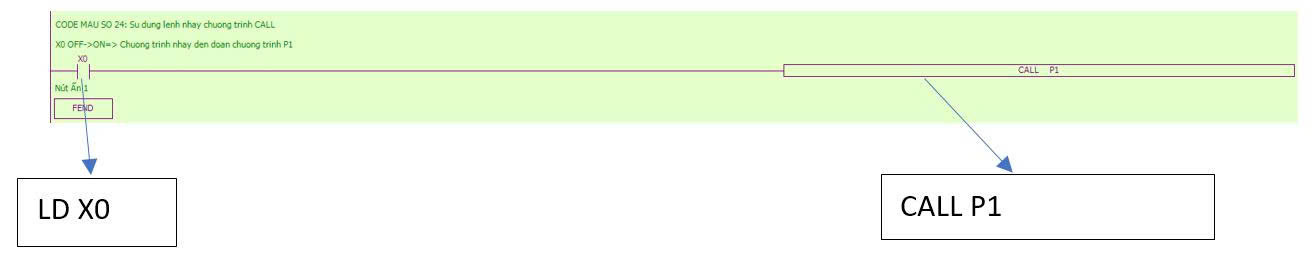
- Giải thích chương trình PLC:
+ Khi X0 ON thì chương trình nhảy đến chương trình con P1.
- Giải thích chương trình con P1:
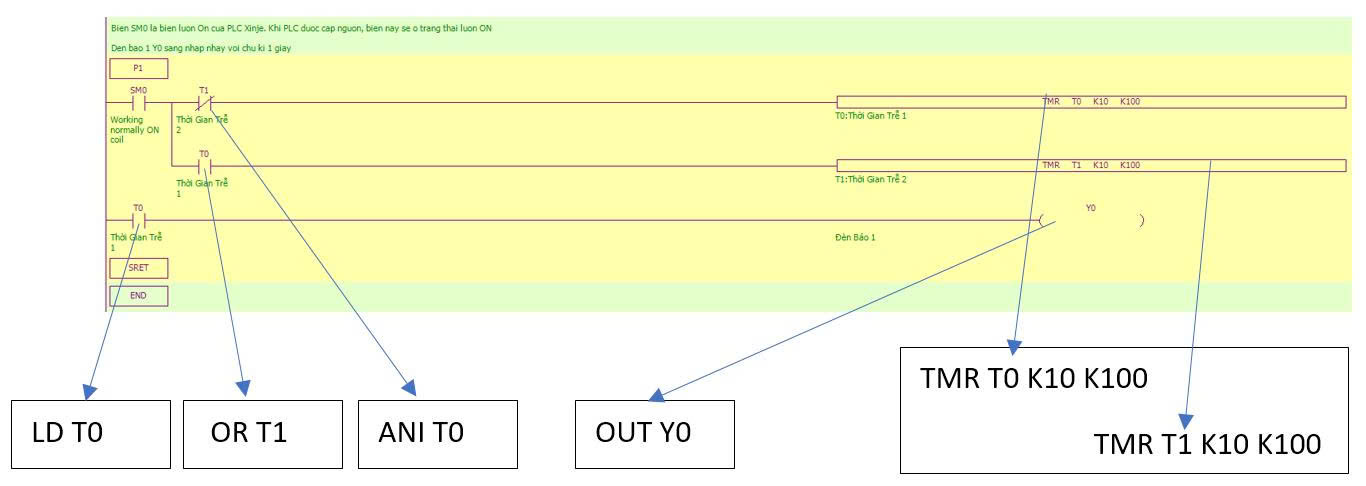
+ Bộ đếm thời gian T0 sẽ được kích hoạt trong thời gian 1s (=K10*K100/1000).
+ Sau 1s, biến T0 ON-> bộ đếm thời gian T1 được kích hoạt trong thời gian 1s (=K10*K100/K1000), biến Y0 ON.
+ Sau 1s, biến T1 ON-> Timer T0, T1 được reset, biến Y0 OFF.
+ Chu trình lặp lại, biến Y0 sẽ OFF->ON với chu kì 1s.
==> Tải file code mẫu tại đây
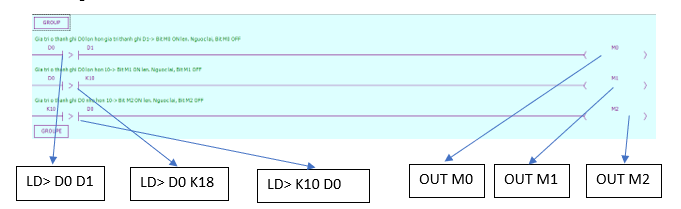
CODE MẪU 21: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH LD>, LD<, LD=, LD<>,…
| Lệnh So Sánh 16 bit | Lệnh So Sánh 32 bit | Điều kiện thực thi lệnh |
| LD= | DLD= | (S1)=(S2) |
| LD> | DLD> | (S1)> (S2) |
| LD< | DLD< | (S1)< (S2) |
| LD<> | DLD<> | (S1)≠ (S2) |
| LD<= | DLD<= | (S1)≤ (S2) |
| LD>= | DLD>= | (S1)≥ (S2) |
Chương trình PLC lệnh LD>:
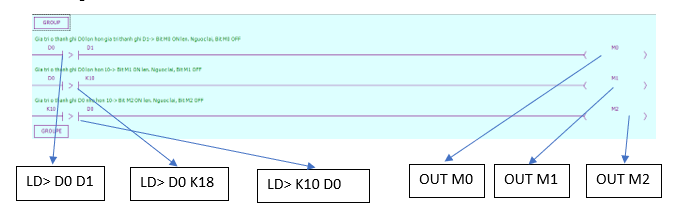
- Giải thích chương trình PLC:
+ Khi D0 > D1, bit M0 ON lên. D0 ≤ D1, M0 OFF.
+ Khi D0 > 18, bit M1 ON lên. D0 ≤ 18, M1 OFF.
+ Khi D0 < 10, bit M2 ON lên. D0 ≥ 10, M2 OFF.
Chương trình PLC lệnh LD<:
- Giải thích chương trình PLC:
+ Khi D0 < D1, bit M3 ON lên. D0 ≥ D1, M3 OFF.
+ Khi D0 < 10, bit M4 ON lên. D0 ≥ 10, M4 OFF.
+ Khi D0 > 10, bit M5 ON lên. D0 ≤ 10, M5 OFF.
Chương trình PLC lệnh LD=:
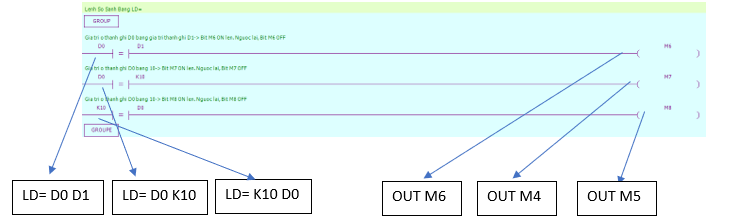
- Giải thích chương trình PLC:
+ Khi D0 = D1, bit M6 ON lên. D0 ≠ D1, M6 OFF.
+ Khi D0 = 10, bit M7 ON lên. D0 ≠ 10, M7 OFF.
+ Khi D0 = 10, bit M8 ON lên. D0 ≠ 10, M8 OFF.
Chương trình PLC lệnh LD<>:
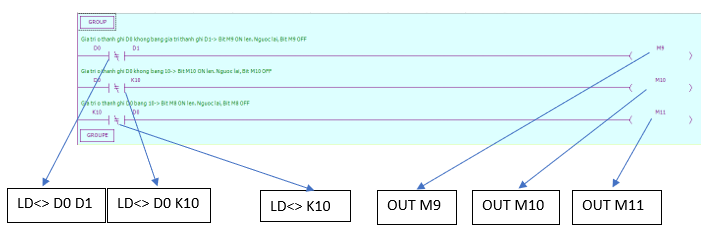
- Giải thích chương trình PLC:
+ Khi D0 ≠ D1, bit M9 ON lên. D0 = D1, M9 OFF.
+ Khi D0 ≠ 10, bit M10 ON lên. D0 = 10, M10 OFF.
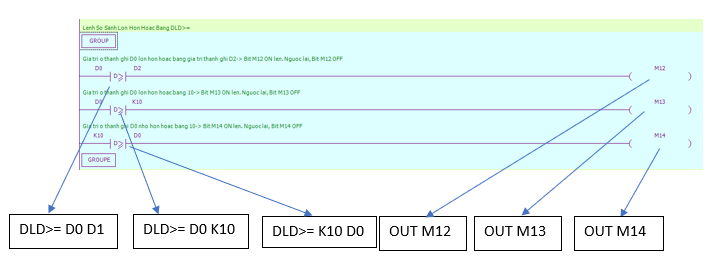
Chương trình PLC lệnh LD>=:
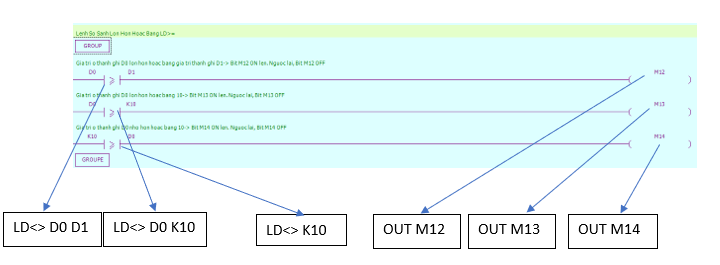
- Giải thích chương trình PLC:
+ Khi D0 ≥ D1, bit M12 ON lên. D0 < D1, M12 OFF.
+ Khi D0 ≥ 10, bit M13 ON lên. D0 < 10, M13 OFF.
+ Khi D0 ≤ 10, bit M14 ON lên. D0 > D1, M14 OFF.
Chương trình PLC lệnh LD<=:
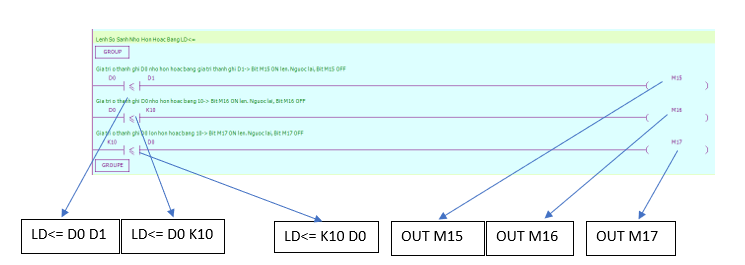
- Giải thích chương trình PLC:
+ Khi D0 ≤ D1, bit M15 ON lên. D0 > D1, M15 OFF.
+ Khi D0 ≤ 10, bit M16 ON lên. D0 > 10, M16 OFF.
==> Tải file code mẫu tại đây
CODE MẪU 22: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH DLD>, DLD<, DLD=, DLD<>,…
| Lệnh So Sánh 16 bit | Lệnh So Sánh 32 bit | Điều kiện thực thi lệnh |
| LD= | DLD= | (S1)=(S2) |
| LD> | DLD> | (S1)> (S2) |
| LD< | DLD< | (S1)< (S2) |
| LD<> | DLD<> | (S1)≠ (S2) |
| LD<= | DLD<= | (S1)≤ (S2) |
| LD>= | DLD>= | (S1)≥ (S2) |
Chương trình PLC lệnh DLD>:
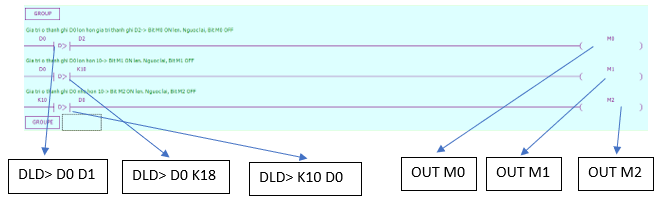
- Giải thích chương trình PLC:
+ Khi D0 > D1, bit M0 ON lên. D0 ≤ D1, M0 OFF.
+ Khi D0 > 18, bit M1 ON lên. D0 ≤ 18, M1 OFF.
+ Khi D0 < 10, bit M2 ON lên. D0 ≥ 10, M2 OFF.
Chương trình PLC lệnh DLD<:
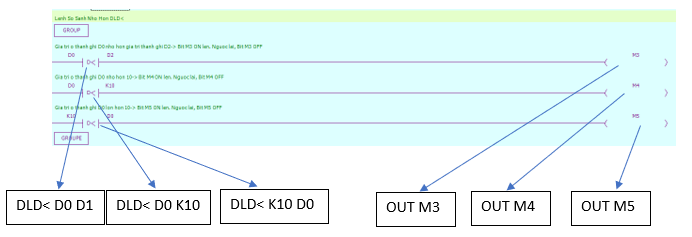
- Giải thích chương trình PLC:
+ Khi D0 < D1, bit M3 ON lên. D0 ≥ D1, M3 OFF.
+ Khi D0 < 10, bit M4 ON lên. D0 ≥ 10, M4 OFF.
+ Khi D0 > 10, bit M5 ON lên. D0 ≤ 10, M5 OFF.
Chương trình PLC lệnh DLD=:
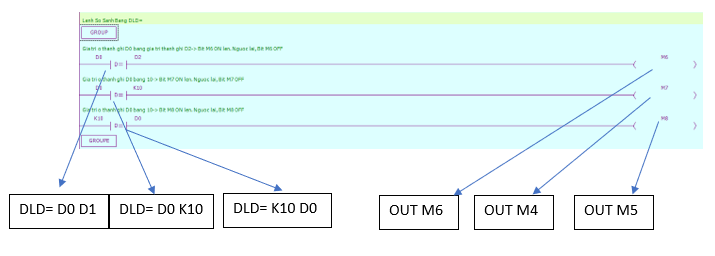
- Giải thích chương trình PLC:
+ Khi D0 = D1, bit M6 ON lên. D0 ≠ D1, M6 OFF.
+ Khi D0 = 10, bit M7 ON lên. D0 ≠ 10, M7 OFF.
+ Khi D0 = 10, bit M8 ON lên. D0 ≠ 10, M8 OFF.
Chương trình PLC lệnh DLD<>:
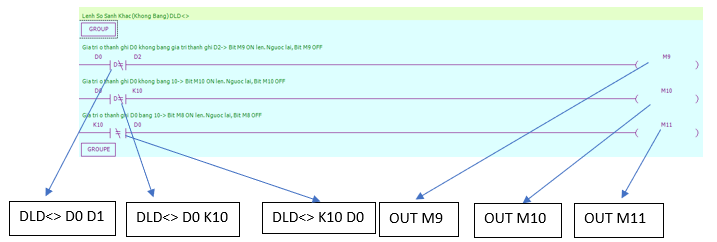
- Giải thích chương trình PLC:
+ Khi D0 ≠ D1, bit M9 ON lên. D0 = D1, M9 OFF.
+ Khi D0 ≠ 10, bit M10 ON lên. D0 = 10, M10 OFF.
Chương trình PLC lệnh DLD>=:
- Giải thích chương trình PLC:
+ Khi D0 ≥ D1, bit M12 ON lên. D0 < D1, M12 OFF.
+ Khi D0 ≥ 10, bit M13 ON lên. D0 < 10, M13 OFF.
+ Khi D0 ≤ 10, bit M14 ON lên. D0 > D1, M14 OFF.
Chương trình PLC lệnh LD<=:
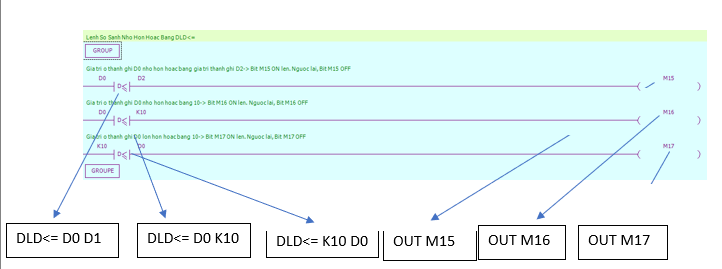
- Giải thích chương trình PLC:
+ Khi D0 ≤ D1, bit M15 ON lên. D0 > D1, M15 OFF.
+ Khi D0 ≤ 10, bit M16 ON lên. D0 > 10, M16 OFF.
+ Khi D0 ≥ 10, bit M17 ON lên. D0 < D1, M17 OFF.
==> Tải file code mẫu tại đây
CODE MẪU 23: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH CMP
- Lệnh CMP: lệnh này được sử dụng để so sánh giá trị thanh ghi trong 1 dải dữ liệu được đặt trước, cho ra một kết quả.
Chương trình PLC:
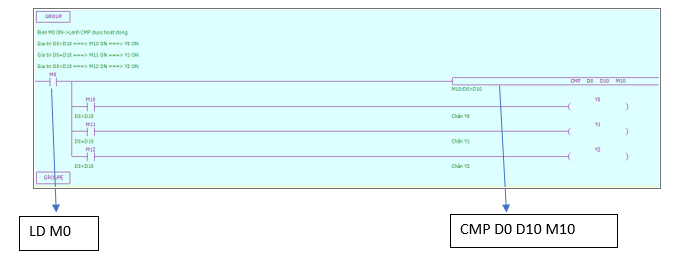
- Giải thích chương trình PLC:
+ Khi D0>D10 thì M10 ON.
+ Khi D0=D10 thì M11 ON.
+ Khi D0<D10 thì M12 ON.
==> Tải file code mẫu tại đây
CODE MẪU 24: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH ZCP, DZCP
- Lệnh ZCP, DZCP: lệnh này được sử dụng so sánh giá trị của thanh ghi trong 1 khoảng dữ liệu được thiết lập trước. Sau đó cho ra 1 kết quả.
Chương trình PLC:
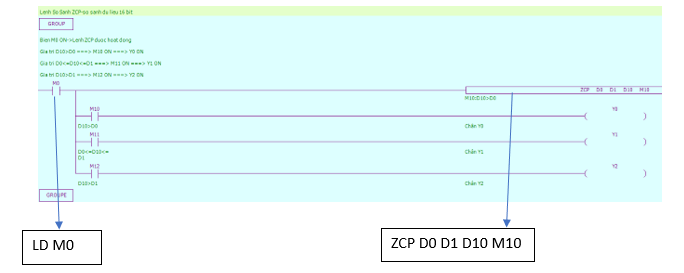
- Giải thích chương trình PLC:
+ Khi M0, lệnh ZCP được kích hoạt:
- D10>D0, thì biến M10 ON
- D0<= D10 <= D1, thì biến M11 ON
- D10>D1, thì biến M12 ON
==> Tải file code mẫu tại đây
CODE MẪU 25: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH MOV, DMOV, QMOV
- Lệnh MOV, DMOV, QMOV: lệnh này được sử dụng để ghi dữ liệu vào thanh ghi hoặc di chuyển, sao chép dữ liệu từ thanh ghi này sang thanh ghi khác.
Chương trình PLC ghi giá trị 16 bit MOV:
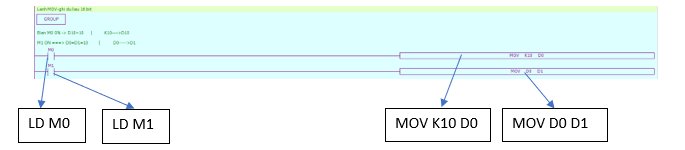
- Giải thích chương trình PLC:
+ Khi M0 ON thì giá trị thanh ghi D0=10.
+ Khi M1 ON thì giá trị thanh ghi D1=D0=10.
Chương trình PLC ghi giá trị 32 bit DMOV:
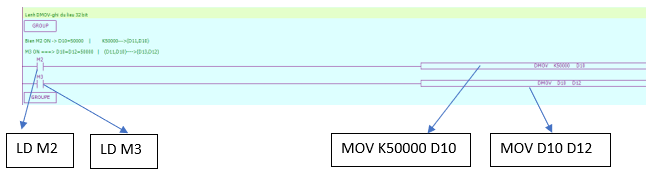
- Giải thích chương trình PLC:
+ Khi M2 ON thì giá trị thanh ghi D0=50000.
+ Khi M3 ON thì giá trị thanh ghi D12=D10=50000.
Chương trình PLC ghi giá trị 64 bit QMOV:
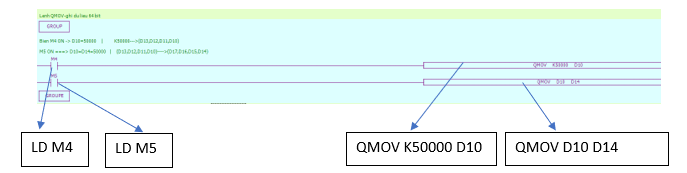
- Giải thích chương trình PLC:
+ Khi M4 ON thì giá trị thanh ghi D10=50000.
+ Khi M5 ON thì giá trị thanh ghi D14=D10=50000.
==> Tải file code mẫu tại đây
CODE MẪU 26: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH BMOV, FMOV, DFMOV
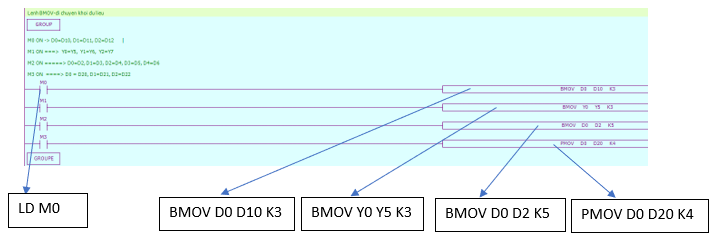
- Lệnh BMOV: lệnh này được sử dụng ghi dữ liệu vào 1 khối thanh ghi qui định.
- Lệnh PMOV : lệnh này giống lệnh BMOV, chỉ tác động trong cùng 1 chu kì quét.
- Lệnh FMOV: lệnh này được sử dụng để ghi cùng giá trị vào khối thanh ghi liên tiếp.
Chương trình PLC sử dụng lệnh BMOV, PMOV:
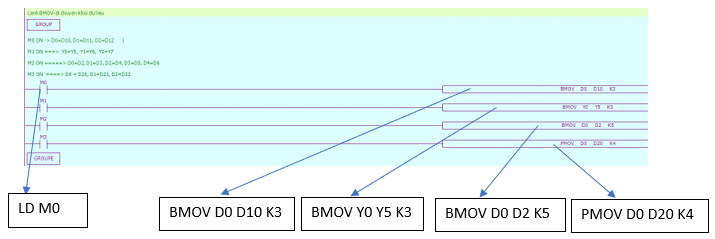
- Giải thích chương trình PLC:
+ Khi M0 ON thì D0=D10, D1=D11, D2=D12.
+ Khi M1 ON thì Y0=Y5, Y1=Y6, Y2=Y7.
+ Khi M2 ON thì D0=D2, D1=D3, D2=D4, D3=D5, D4=D6.
+ Khi M3 ON thì D0=D20, D1=D21, D2=D22, D3=D23.
Chương trình PLC sử dụng lệnh FMOV, DFMOV:
- Giải thích chương trình PLC:
+ Khi M4 ON thì D10=D11=D12=D13=D14=55.
+ Khi M5 ON thì D10=D11=D12=D0.
+ Khi M6 ON thì:
- 50000 à (D11,D10)
- 50000 à (D13,D12)
- 50000 à (D15,D14)
+ Khi M7 ON thì:
- (D11,D10) à (D21,D20)
- (D13,D12) à (D23,D22)
- (D15,D14) à (D25,D24)
==> Tải file code mẫu tại đây
CODE MẪU 27: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH EMOV, DEMOV
- Lệnh EMOV, DEMOV: lệnh này được sử dụng để ghi dữ liệu kiểu số thực vào thanh ghi.
Chương trình PLC sử dụng lệnh 16 bit EMOV:
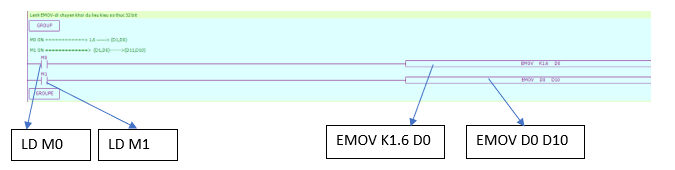
- Giải thích chương trình PLC:
+ Khi M0 ON thì 1,6 à (D1,D0).
+ Khi M1 ON thì (D1,D0) à (D11,D10).
Chương trình PLC sử dụng lệnh 32 bit EDMOV:
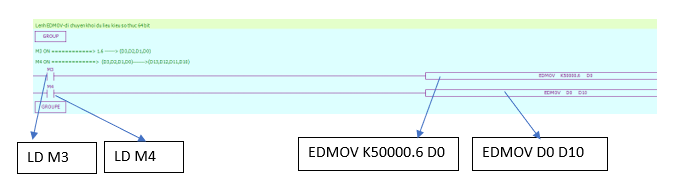
- Giải thích chương trình PLC:
+ Khi M3 ON thì 50000,6 à (D3,D2,D1,D0).
+ Khi M4 ON thì (D3,D2,D1,D0) à (D13,D12,D11,D10).
==> Tải file code mẫu tại đây
CODE MẪU 28: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH MSET, ZRST
- Lệnh MSET: lệnh này được sử dụng để kick ON dải biến được định.
- Lệnh ZRST: lệnh này được sử dụng để kick OFF dải biến được định.
Chương trình PLC sử dụng lệnh MSET, ZRST:
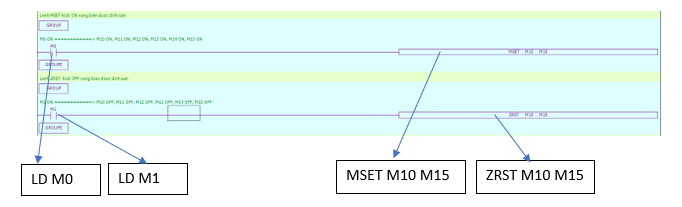
- Giải thích chương trình PLC:
+ Khi M0 ON thì M10 ON, M11 ON, M12 ON, M13 ON, M14 ON, M15 ON.
+ Khi M1 ON thì M10 OFF, M11 OFF, M12 OFF, M13 OFF, M14 OFF, M15 OFF.
==> Tải file code mẫu tại đây
CODE MẪU 29: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH ADD-PHÉP TÍNH CỘNG
- Lệnh ADD, DADD, QADD: lệnh này được sử dụng để tính tổng 2 giá trị.
Chương trình PLC sử dụng lệnh tính tổng dữ liệu 16 bit ADD:
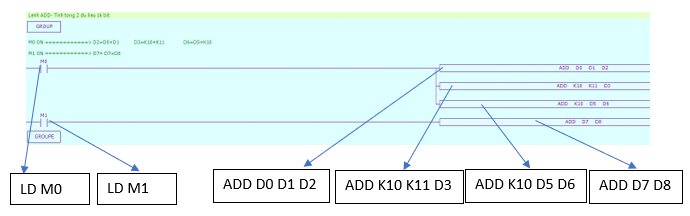
- Giải thích chương trình PLC:
+ Khi M0 ON thì:
– D2=D0+D1. VD: D0=1, D1=2 à D2=1+2=3
– D3=K10+K11=21
– D6=K10+D5. VD: D5=10 à D6=10+10=20
+ Khi M1 ON thì D7=D7+D8:
-Trước khi M1 ON, D7=1, D8=2
– Sau khi M1 ON, D7=D7+D8=1+2=3
Chương trình PLC sử dụng lệnh tính tổng 32 bit DADD:
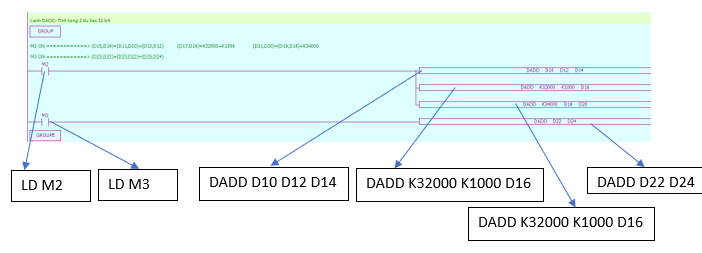
- Giải thích chương trình PLC:
+ Khi M2 ON thì:
– (D15,D14)=(D11,D10)+(D15,D14)
– (D17,D16)=32000+1000=33000
– (D21,D20)=34000+(D19,D18)
+ Khi M3 ON thì (D23,D22) à (D23,D22)+(D25,D24).
Chương trình PLC sử dụng lệnh tính tổng 64 bit QADD:
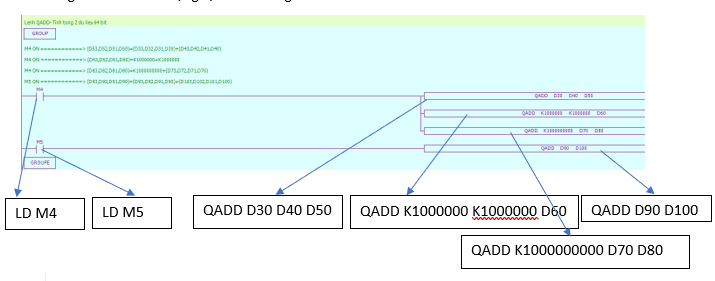
- Giải thích chương trình PLC:
+ Khi M4 ON thì:
– (D53,D52,D51,D50)=(D33,D32,D31,D30)+(D43,D42,D41,D40)
– (D63,D62,D61,D60)=1000000+1000000=2000000
– (D83,D82,D81,D80)=1000000000+(D73,D72,D71,D70)
+ Khi M5 ON thì (D103,D102,D101,D100) à (D103,D102,D101,D100)+(D93,D92,D91,D90).
==> Tải file code mẫu tại đây
CODE MẪU 30: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH SUB-PHÉP TÍNH TRỪ
- Lệnh SUB, DSUB, QSUB: lệnh này được sử dụng để tính hiệu 2 giá trị.
Chương trình PLC sử dụng lệnh tính tổng dữ liệu 16 bit SUB:
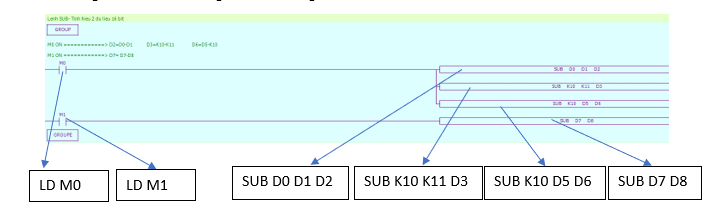
- Giải thích chương trình PLC:
+ Khi M0 ON thì:
– D2=D0-D1. VD: D0=1, D1=2 à D2=1-2=-1
– D3=K10-K11=-1
– D6=K10-D5. VD: D5=10 à D6=10-10=0
+ Khi M1 ON thì D7=D7-D8:
-Trước khi M1 ON, D7=1, D8=2
– Sau khi M1 ON, D7=D7-D8=1-2=-1
Chương trình PLC sử dụng lệnh tính hiệu 32 bit DSUB:
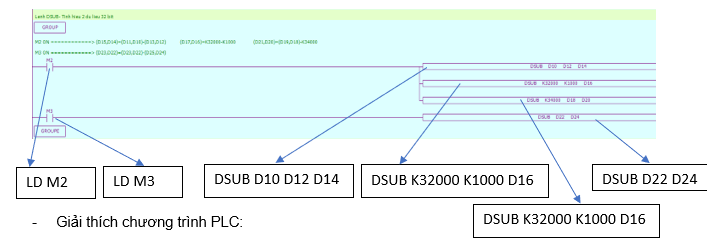
+ Khi M2 ON thì:
– (D15,D14)=(D11,D10)-(D15,D14)
– (D17,D16)=32000-1000=31000
– (D21,D20)=34000-(D19,D18)
==> Tải file code mẫu tại đây
CODE MẪU 31: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH MUL-PHÉP TÍNH NHÂN
- Lệnh MUL, DMUL, QMUL: lệnh này được sử dụng để tính nhân 2 giá trị.
Chương trình PLC sử dụng lệnh tính tích 2 dữ liệu 16 bit MUL:
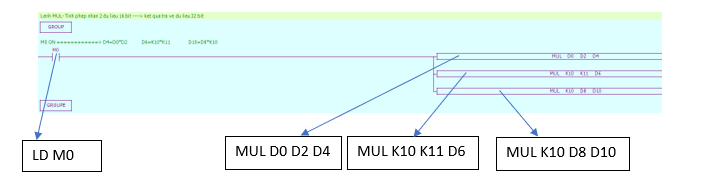
- Giải thích chương trình PLC:
+ Khi M0 ON thì:
– D4=D0*D2. VD: D0=1, D2=2 à (D5,D4)=1*2=2
– D6=K10*K11=110
– D6=K10*D8. VD: D8=10 à D6=10*10=100
Chương trình PLC sử dụng lệnh tính hiệu 32 bit DMUL:
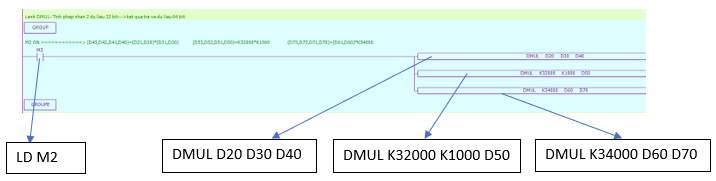
- Giải thích chương trình PLC:
+ Khi M2 ON thì:
– (D43,D42,D41,D40)=(D21,D20)*(D31,D30)
– (D53,D52,D51,D50)=32000*1000=32000000
– (D73,D72,D71,D70)=34000*(D61,D60)
Chương trình PLC sử dụng lệnh tính hiệu 64 bit QMUL:
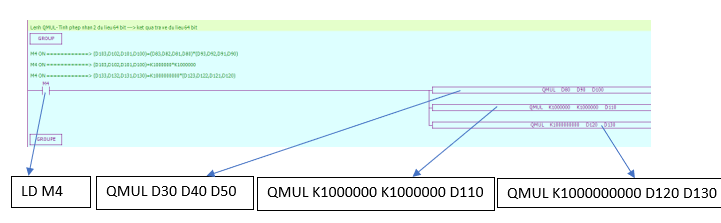
- Giải thích chương trình PLC:
+ Khi M4 ON thì:
– (D103,D102,D101,D100)=(D93,D92,D91,D90)*(D83,D82,D81,D80)
– (D113,D112,D111,D110)=1000000*1000000=1000000000000
– (D133,D132,D131,D130)=1000000000*(D123,D122,D121,D120)
==> Tải file code mẫu tại đây
CODE MẪU 32: Hướng dẫn sử dụng lệnh tính toán số học-Phép chia DIV
==> Tải file code mẫu tại đây
CODE MẪU 33: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH TĂNG GIÁ TRỊ LÊN 1
- Lệnh INC, DINC, QINC: lệnh này được sử dụng để tăng giá trị thanh ghi thêm 1 đơn vị.
Chương trình PLC sử dụng lệnh tăng dữ liệu thêm 1 đơn vị INC:
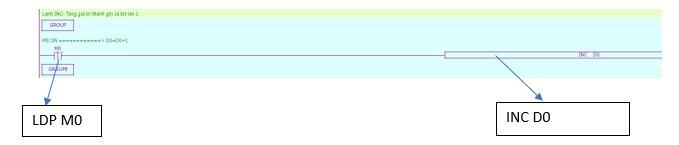
- Giải thích chương trình PLC:
+ Khi M0 ON thì: D0=D0+1.
VD: trước khi M0 On à D0=1
Sau khi M0 ON à D0=1+1=2
Chương trình PLC sử dụng lệnh tăng dữ liệu thên 1 đơn vị DINC:
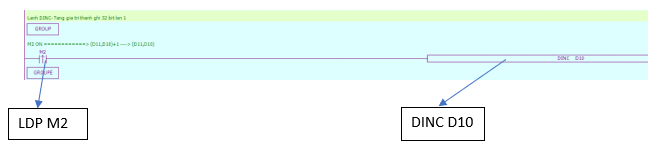
- Giải thích chương trình PLC:
+ Khi M2 ON thì: (D11,D10) +1 à (D11,D10)
Chương trình PLC sử dụng lệnh tăng giá trị thanh ghi 64 bit thêm 1 đơn vị:
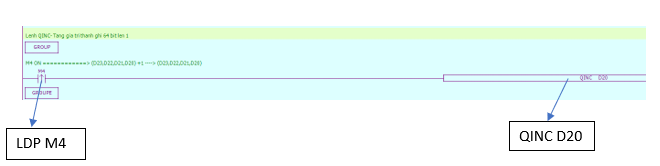
- Giải thích chương trình PLC:
+ Khi M4 ON thì:
– (D23,D22,D21,D20) + 1 à (D23,D22,D21,D20)
==> Tải file code mẫu tại đây
CODE MẪU 34: VIẾT CHƯƠNG TRÌNH SỬ DỤNG LỆNH GIẢM GIÁ TRỊ ĐI 1
- Lệnh DEC, DDEC, QDEC lệnh này được sử dụng để giảm giá trị thanh ghi đi 1 đơn vị.
Chương trình PLC sử dụng lệnh giảm dữ liệu 16 bit đi 1 đơn vị DEC:
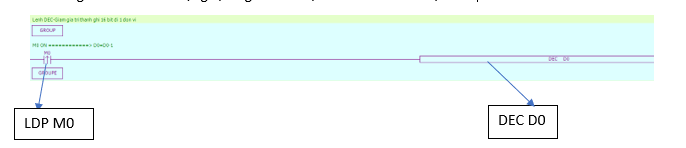
- Giải thích chương trình PLC:
+ Khi M0 ON thì: D0=D0-1.
VD: trước khi M0 On à D0=1
Sau khi M0 ON à D0=1-1=0
Chương trình PLC sử dụng lệnh giảm dữ liệu đi 1 đơn vị DDEC:
- Giải thích chương trình PLC:
+ Khi M2 ON thì: (D11,D10) -1 à (D11,D10)
Chương trình PLC sử dụng lệnh tăng giá trị thanh ghi 64 bit thêm 1 đơn vị:
- Giải thích chương trình PLC:
+ Khi M4 ON thì:
– (D23,D22,D21,D20) – 1 à (D23,D22,D21,D20)
==> Tải file code mẫu tại đây
CODE MẪU 35: Hướng dẫn sử dụng lệnh tính giá trị trung bình MEAN
==> Tải file code mẫu tại đây
Xem thêm: Khai Giảng Khoá Học Lập Trình HMI Xinje Miễn Phí
21 CODE MẪU ĐIỀU KHIỂN ETHERCAT SERVO XINJE
Xem 21 mẫu code tại đây
Đang update…
TẶNG CODE MẪU GIAO DIỆN HMI CÓ SẴN – DÙNG ĐƯỢC NGAY
- Tải file code mẫu giao diện HMI 1 tại đây
- Tải file code mẫu giao diện HMI 2 tại đây
- Tải file code mẫu giao diện HMI 3 tại đây
- Tải file code mẫu giao diện HMI 4 tại đây
- Tải file code mẫu giao diện HMI 5 tại đây
- Tải file code mẫu giao diện HMI 6 tại đây
- Tải file code mẫu giao diện HMI 7 tại đây
- Tải file code mẫu giao diện HMI 8 tại đây
- Tải file code mẫu giao diện HMI 9 tại đây
- Tải file code mẫu giao diện HMI 10 tại đây
Đang update…







 Zalo Miền Bắc
Zalo Miền Bắc