


 Zalo Miền Bắc
Zalo Miền Bắc
Đăng ký tài khoản
Bạn chưa có tài khoản hãy nhấn vào nút đăng ký.

Trong các dây chuyền gia công – lắp ráp hiện đại, khâu cấp phôi (nạp/đưa vật liệu hoặc chi tiết vào đúng vị trí gia công) quyết định trực tiếp đến năng suất, độ ổn định và chất lượng thành phẩm. Khi sản lượng tăng và yêu cầu chất lượng ngày càng cao, doanh nghiệp thường chuyển từ cấp phôi thủ công sang các hệ thống cấp phôi tự động để đảm bảo: đúng nhịp (thời gian), đúng vị trí (không gian), hoạt động liên tục theo chu kỳ và giảm phụ thuộc tay nghề công nhân.
Máy cấp phôi (Feeders/Feeding System) là thiết bị hoặc cụm thiết bị có nhiệm vụ tiếp nhận phôi (chi tiết rời, phôi dạng tấm, phôi dạng cuộn, phôi thanh…) và đưa phôi đến vị trí gia công/kiểm tra/lắp ráp theo một quy trình đã thiết lập. Mục tiêu là cấp phôi nhanh, chính xác, lặp lại ổn định và đồng bộ với máy chính (máy dập/đột, CNC, máy ép, máy mài, dây chuyền lắp ráp…).
Tùy ứng dụng, “máy cấp phôi” có thể là một thiết bị đơn lẻ (ví dụ: bộ cấp phôi servo) hoặc một tổ hợp (ví dụ: xả cuộn – nắn phẳng – cấp phôi; mâm rung – phễu chứa – bộ tách; băng tải – robot gắp – cơ cấu định vị…).
Cấu tạo thay đổi theo loại cấp phôi. Dưới đây là các cụm/chi tiết thường gặp trong hệ thống cấp phôi tự động:
Có nhiều cách phân loại. Trong thực tế sản xuất, nên phân loại theo dạng phôi và công nghệ gia công để lựa chọn đúng giải pháp, dễ bảo trì và tối ưu chi phí.
a) Cấp phôi dạng cuộn (Coil feeding line)
Thường dùng trong dập/đột tấm kim loại từ cuộn. Hệ thống phổ biến gồm: xả cuộn (decoiler/uncoiler) – nắn phẳng (straightener) – cấp phôi bằng con lăn (roll/NC servo feeder). Một số cấu hình gộp thành máy 2-in-1 hoặc 3-in-1 để tiết kiệm diện tích và rút ngắn thời gian luồn tôn.
b) Cấp phôi dạng tấm/phiến (Sheet feeding)
Cấp phôi tấm rời vào máy dập, máy cắt, máy CNC. Thường kết hợp băng tải, cơ cấu hút chân không, tay gắp hoặc robot để tách – bốc – đặt tấm chính xác.
c) Cấp phôi dạng chi tiết rời số lượng lớn (Part feeder)
Điển hình là mâm rung/máng rung (vibratory bowl/linear feeder) giúp sắp xếp và cấp từng chi tiết nhỏ theo một chiều nhất định để lắp ráp hoặc kiểm tra.
d) Cấp phôi dạng thanh (Bar feeder)
Dùng cho máy tiện CNC/máy phay CNC để tự động cấp thanh vật liệu vào trục chính theo chiều dài thiết lập, giảm thời gian thay phôi.

Trên thị trường có nhiều hãng cung cấp thiết bị cấp phôi theo từng phân khúc. Khi lựa chọn, nên ưu tiên độ phù hợp với vật liệu/độ dày/khổ rộng, độ chính xác bước, khả năng đồng bộ với máy chính, độ sẵn có phụ tùng và năng lực dịch vụ tại Việt Nam.
Sau một thời gian vận hành, máy cấp phôi có thể phát sinh lỗi do mài mòn cơ khí, sai lệch căn chỉnh, lỗi cảm biến/điện điều khiển, hoặc do chất lượng vật liệu đầu vào. Dưới đây là các nhóm lỗi thường gặp và dấu hiệu nhận biết.

Tùy cấu hình, quy trình chẩn đoán có thể khác nhau. Tuy nhiên, có thể áp dụng nguyên tắc “từ dễ đến khó, từ tổng quan đến chi tiết”:
Khuyến nghị tối thiểu theo ca/tuần/tháng (có thể điều chỉnh theo tần suất chạy):
Với đội ngũ kỹ sư tự động hóa và cơ điện giàu kinh nghiệm, Công ty Tự động hóa Toàn Cầu cung cấp dịch vụ trọn gói cho máy cấp phôi và line cấp phôi:
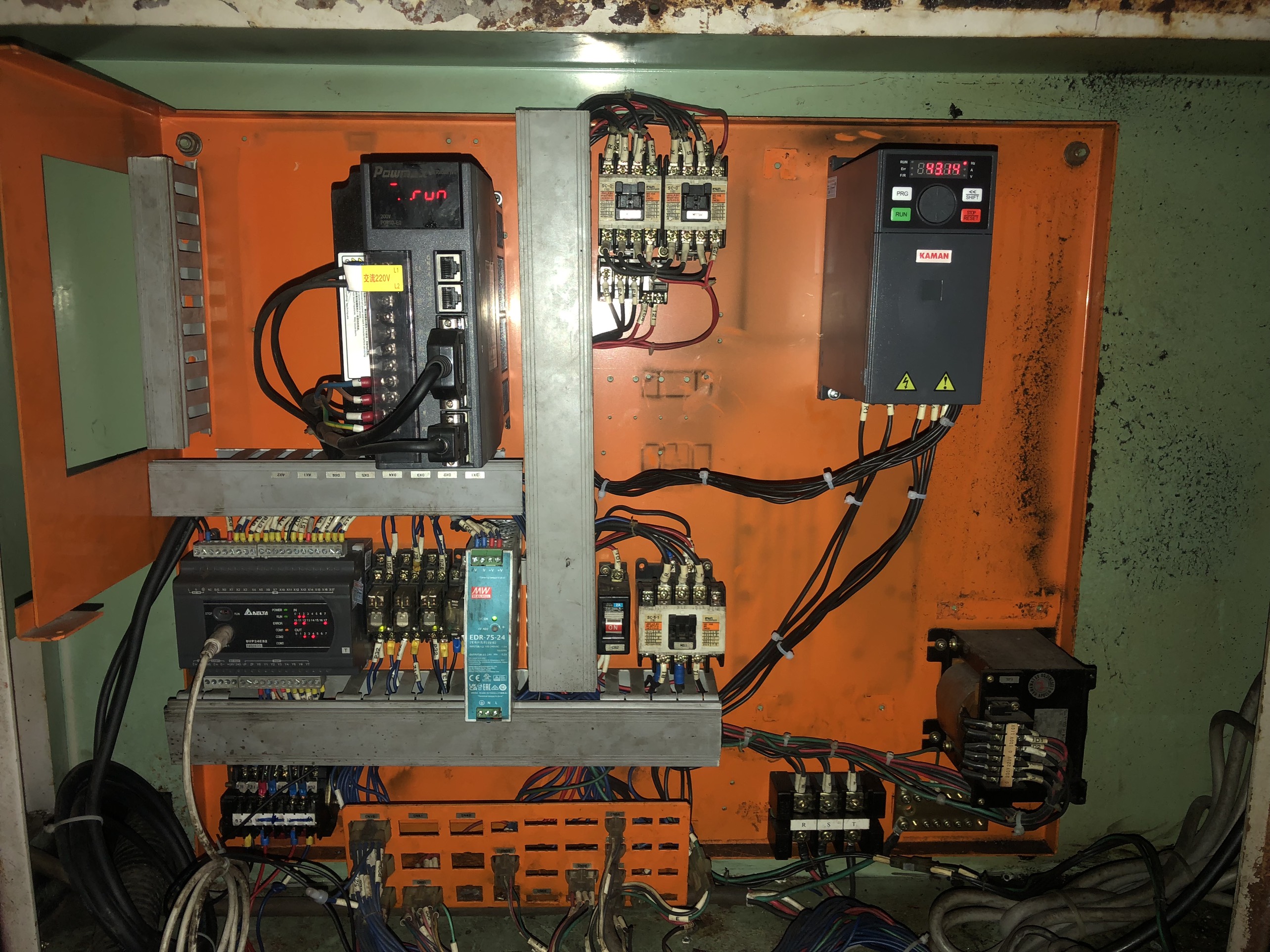
Ví dụ thực tế: Công ty đã thực hiện cải tạo tủ điện cho máy cấp phôi cũ với PLC Delta và biến tần Kaman, giúp hệ thống dễ vận hành, dễ bảo trì và nâng cao tính ổn định.