


Sink source trong PLC là gì? Vì sao phải chia 2 kiểu đấu?
Sink source trong PLC là gì, khác nhau ra sao, vì sao phải chia 2 kiểu đấu và cách đấu nối đúng với cảm biến PNP, NPN 24VDC trong thực tế.
I. Mở bài
Khi bắt đầu học PLC, nhiều người nắm được lệnh lập trình khá nhanh nhưng lại vướng ở phần đấu nối ngõ vào số. Trong đó, chủ đề gây nhầm lẫn nhiều nhất chính là sink source trong PLC. Không ít trường hợp kỹ thuật viên đấu đúng điện áp nguồn, cảm biến vẫn sáng đèn, nhưng PLC lại không nhận tín hiệu. Có khi hệ thống chạy thử thì bình thường, nhưng khi đưa vào vận hành thực tế lại xuất hiện lỗi chập chờn, mất tín hiệu hoặc báo sai trạng thái.
Lý do là sink và source không chỉ là tên gọi của một kiểu đấu dây, mà còn liên quan trực tiếp đến chiều dòng điện, cách hoàn mạch tín hiệu và nguyên lý hoạt động của cảm biến đầu ra transistor. Nếu chưa hiểu bản chất, người học rất dễ rơi vào cách nhớ máy móc như “PNP đi với cái này, NPN đi với cái kia”, nhưng đến lúc gặp một sơ đồ điện thực tế lại lúng túng vì không biết đọc từ đâu.
Trong bài viết này, chúng ta sẽ đi từ nền tảng đến ứng dụng thực tế để trả lời trọn vẹn câu hỏi: sink source trong PLC là gì, tại sao PLC phải chia ra hai kiểu đấu, chúng liên hệ thế nào với cảm biến PNP NPN, cách đấu thực tế với cảm biến 3 dây DC 24V ra sao, và những lỗi phổ biến nào thường gặp khi đấu sai.
Bài viết được trình bày theo hướng kỹ thuật, dễ hiểu nhưng vẫn đủ chiều sâu để kỹ sư, kỹ thuật viên, sinh viên và người mới học PLC có thể áp dụng ngay.
II. Sink và source là gì trong mạch điều khiển DC
Trước khi đi vào PLC, cần hiểu đúng khái niệm sink và source trong mạch điện một chiều. Đây là nền tảng quan trọng nhất. Nếu chỉ học thuộc mà không hiểu chiều dòng điện, người đọc sẽ rất dễ nhầm giữa input và output, giữa PLC và cảm biến, hoặc giữa lý thuyết và thực hành.
Trong kỹ thuật điều khiển DC, source là gì? Source là điểm hoặc thiết bị có khả năng cấp dòng ra tải. Nói cách khác, dòng điện được “đẩy” từ thiết bị đó ra mạch ngoài. Còn sink là gì? Sink là điểm hoặc thiết bị nhận dòng từ tải về, tức là đóng vai trò “hút” dòng về phía mình.
Nếu hình dung theo chiều dòng điện quy ước từ dương sang âm, thì source là phía cung cấp điện áp dương cho mạch hoạt động, còn sink là phía dẫn dòng về 0V. Đây là cách hiểu đơn giản nhưng chính xác, rất hữu ích khi phân tích sơ đồ đấu dây PLC.
Ví dụ cơ bản nhất là một tải DC 24V như đèn báo hoặc relay trung gian. Nếu một đầu tải nối với +24V, đầu còn lại được một transistor kéo xuống 0V để tải hoạt động, transistor đó đang làm nhiệm vụ sink. Ngược lại, nếu transistor cấp +24V cho tải và đầu còn lại của tải nối về 0V, transistor đó đang làm nhiệm vụ source.
Điểm cần lưu ý là sink và source không phải là tên riêng của một thiết bị cố định. Cùng một hệ thống, tùy vị trí xét mà một phần tử có thể được mô tả theo vai trò cấp dòng hoặc nhận dòng. Chính vì vậy, khi chuyển sang PLC, người học phải xác định rõ mình đang nói tới ngõ vào hay ngõ ra, đang xét từ phía PLC hay từ phía cảm biến.
III. Sink source trong PLC là gì
Khi áp dụng vào PLC, khái niệm sink và source thường được dùng nhiều nhất ở ngõ vào số DC. Đây là nơi người dùng hay bắt gặp các cụm như input sink, input source, COM sink, COM source hoặc sơ đồ ghép cảm biến NPN PNP với đầu vào PLC.
Hiểu đơn giản, sink source trong PLC là cách nhà sản xuất thiết kế mạch ngõ vào để PLC tương thích với các loại tín hiệu đầu ra khác nhau từ cảm biến hoặc thiết bị trường. Một đầu vào PLC không chỉ cần đúng mức điện áp, mà còn phải đúng chiều hoàn mạch thì mới nhận được trạng thái ON ổn định.
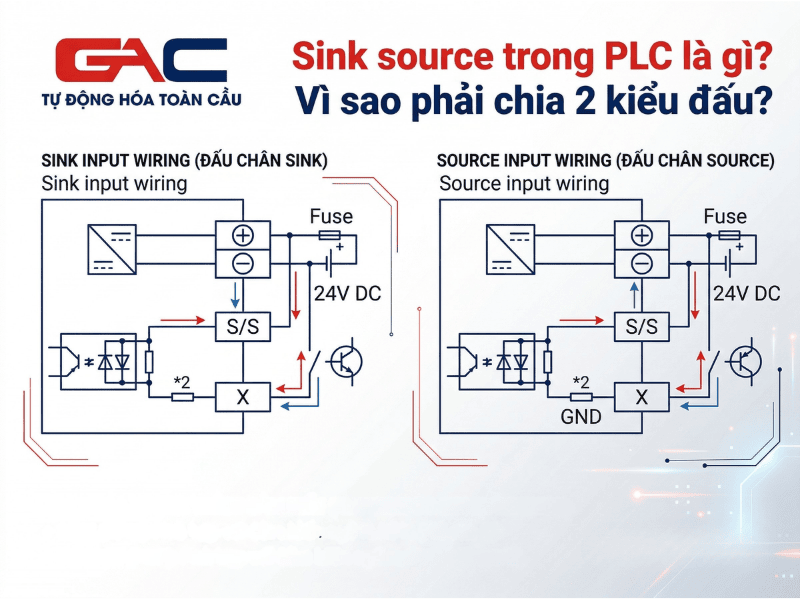
3.1. Input sink PLC
Với input sink, chân COM của nhóm ngõ vào thường được nối về 0V. Khi thiết bị ngoài cấp mức dương vào chân input, dòng điện đi từ +24V qua thiết bị ngoài, đi vào mạch input của PLC rồi trở về 0V qua chân COM. Trong trường hợp này, đầu vào PLC đang đóng vai trò nhận dòng về âm, tức là sink.
Nói thực tế hơn, input sink sẽ “chờ” một tín hiệu dương từ thiết bị trường đưa vào chân input.
3.2. Input source PLC
Với input source, chân COM của nhóm ngõ vào thường được nối với +24V. Khi thiết bị ngoài kéo chân input xuống 0V, dòng điện từ COM dương bên trong PLC đi qua mạch input, ra chân tín hiệu rồi về âm thông qua thiết bị ngoài. Khi đó đầu vào PLC đóng vai trò cấp dòng theo cấu trúc mạch, tức là source.
Nói cách khác, input source sẽ “chờ” một đường kéo về âm để hoàn tất mạch.
3.3. Bản chất cần nhớ
Điểm quan trọng nhất không nằm ở tên gọi, mà nằm ở cách mạch được khép kín. Một ngõ vào PLC chỉ nhận tín hiệu khi có dòng điện chạy qua mạch vào trong giới hạn mà hãng thiết kế. Vì vậy, để hiểu ngõ vào sink source PLC, người dùng phải luôn nhìn vào ba yếu tố:
- Chân COM đang nối với +24V hay 0V
- Thiết bị ngoài cấp dương hay kéo về âm
- Dòng điện hoàn mạch theo chiều nào khi tín hiệu ON
Khi hiểu ba điểm này, việc đọc sơ đồ của bất kỳ hãng PLC nào cũng sẽ dễ hơn rất nhiều.
IV. Tại sao PLC phải chia thành 2 kiểu đấu
Đây là câu hỏi quan trọng nhất của bài viết. Nhiều người tưởng rằng nhà sản xuất tạo ra hai kiểu đấu chỉ để khác biệt về ký hiệu, nhưng thực tế không phải vậy. Việc tồn tại hai kiểu sink và source là một yêu cầu kỹ thuật mang tính hệ thống.
Lý do đầu tiên là để tương thích với nhiều loại thiết bị trường. Trong công nghiệp, cảm biến quang, cảm biến tiệm cận, encoder, công tắc điện tử hay bộ điều khiển trung gian có thể dùng đầu ra PNP hoặc NPN. Nếu PLC chỉ có một kiểu đầu vào cố định, khả năng ghép nối với thiết bị ngoài sẽ bị hạn chế đáng kể. Khi đó kỹ sư phải dùng thêm relay, module chuyển đổi hoặc thay đổi toàn bộ chuẩn cảm biến, vừa tốn chi phí vừa giảm độ linh hoạt.
Lý do thứ hai là do sự khác biệt về chuẩn công nghiệp theo hãng và theo khu vực. Trong nhiều hệ thống có nguồn gốc Nhật Bản hoặc các dây chuyền đời cũ, cảm biến NPN rất phổ biến. Trong khi đó, nhiều hệ thống châu Âu và các ứng dụng hiện đại ưu tiên PNP do thuận tiện hơn trong việc chuẩn hóa tín hiệu dương. Vì vậy, PLC buộc phải hỗ trợ cả hai để đáp ứng đa dạng thị trường.
Lý do thứ ba là liên quan đến thiết kế, bảo trì và mở rộng hệ thống. Một nhà máy có thể chuẩn hóa toàn bộ ngõ vào theo kiểu sink để dùng cảm biến PNP đồng bộ. Một nhà máy khác lại duy trì input source do đang sử dụng nhiều thiết bị NPN sẵn có. Nếu PLC hỗ trợ đủ cả hai kiểu, người thiết kế có thể lựa chọn giải pháp phù hợp nhất thay vì bị ràng buộc bởi phần cứng.
Ngoài ra còn có yếu tố rất thực tế: khi mở rộng máy hoặc thay thế thiết bị, kỹ thuật viên cần ghép nối nhanh với vật tư có sẵn trong kho. Nếu hiểu đúng đấu sink source PLC, họ có thể quyết định ngay nên chọn loại cảm biến nào, module nào và cách đấu COM ra sao mà không mất nhiều thời gian thử sai.
Tóm lại, PLC chia thành hai kiểu đấu không phải để làm khó người học, mà để tăng khả năng tương thích, linh hoạt và chuẩn hóa trong hệ thống điều khiển công nghiệp.
V. Mối liên hệ giữa sink source và cảm biến PNP NPN
Muốn đấu đúng, người dùng phải hiểu rõ mối quan hệ giữa chuẩn ngõ vào của PLC và chuẩn đầu ra của cảm biến. Đây là nơi rất nhiều người mới học bị rối vì thường nghe các câu ngắn gọn nhưng thiếu giải thích bản chất.
5.1 Cảm biến PNP là gì
Cảm biến PNP khi tác động sẽ xuất điện áp dương ra dây tín hiệu. Dây tín hiệu lúc ON thường lên khoảng +24V so với 0V. Vì vậy cảm biến PNP được xem là thiết bị source ở đầu ra. Nó cấp mức dương cho tải hoặc cho ngõ vào PLC.
5.2. Cảm biến NPN là gì
Cảm biến NPN khi tác động sẽ kéo dây tín hiệu xuống 0V. Nghĩa là đầu ra của nó đóng vai trò sink, đưa dòng điện về âm để hoàn tất mạch cho tải hoặc ngõ vào PLC.
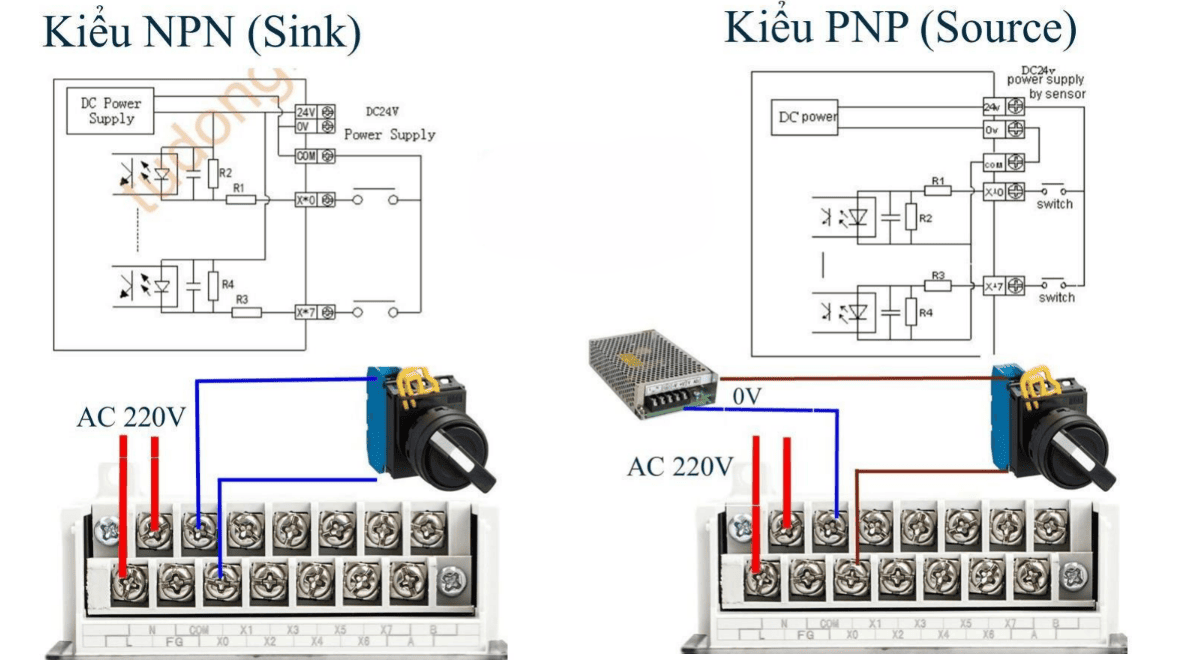
5.3. Nguyên tắc ghép nối cơ bản
- Cảm biến PNP ghép với input sink của PLC
- Cảm biến NPN ghép với input source của PLC
Đây là nguyên tắc cực kỳ quan trọng khi làm việc với cảm biến PNP NPN trong PLC. Lý do là hai phía phải bổ sung cho nhau để tạo thành mạch kín. Nếu cả hai cùng source hoặc cùng sink thì dòng điện không đi theo hướng mà ngõ vào PLC yêu cầu, kết quả là PLC không nhận tín hiệu.
Ví dụ, nếu dùng cảm biến PNP, khi cảm biến tác động nó sẽ đưa +24V ra dây tín hiệu. Vì vậy đầu vào PLC phải được cấu hình kiểu sink để nhận mức dương đó và dẫn dòng về 0V qua COM. Ngược lại, nếu dùng cảm biến NPN, cảm biến sẽ kéo tín hiệu về âm, nên đầu vào PLC phải là source để cấp dòng từ phía dương nội bộ xuống cảm biến.
Điểm cần nhấn mạnh là PNP và NPN là cách mô tả đầu ra cảm biến, còn sink và source ở đây đang nói đến kiểu ngõ vào của PLC. Chúng liên hệ trực tiếp với nhau nhưng không phải là một khái niệm. Phân biệt rõ chỗ này sẽ giúp bạn hiểu vì sao cùng một PLC, chỉ cần đổi dây COM là phương thức hoạt động của cả nhóm input có thể thay đổi.
VI. Cách đấu thực tế với cảm biến 3 dây DC 24V
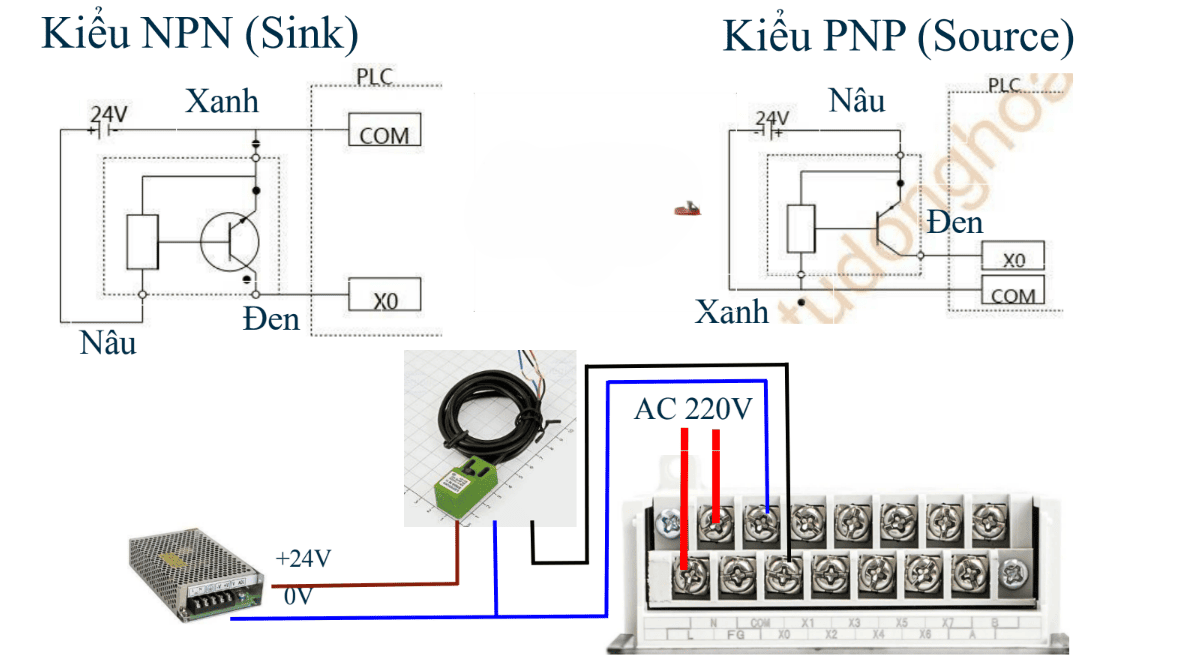
Trong công nghiệp, loại cảm biến phổ biến nhất là cảm biến 3 dây DC 24V. Thông thường màu dây được quy ước như sau:
- Dây nâu: +24V
- Dây xanh dương: 0V
- Dây đen: tín hiệu output

Tuy nhiên, khi đấu thực tế vẫn cần xem datasheet vì không phải hãng nào cũng giữ tuyệt đối cùng quy ước trong mọi dòng sản phẩm.
6.1. Trường hợp 1: Cảm biến PNP đấu với input sink PLC
Đây là cấu hình rất phổ biến trong tủ điều khiển hiện nay.
Cách nối:
- Dây nâu của cảm biến nối vào +24V
- Dây xanh dương nối vào 0V
- Chân COM của nhóm input PLC nối vào 0V
- Dây đen tín hiệu đưa vào chân X0(với PLC Xinje) hoặc I0.0 tùy hãng
Nguyên lý hoạt động:
Khi cảm biến phát hiện vật, transistor đầu ra bên trong cảm biến đóng theo kiểu PNP và đưa điện áp dương ra dây đen. Dòng điện đi từ +24V qua cảm biến, qua chân input PLC rồi trở về 0V qua COM. PLC nhận trạng thái ON.
Khi cảm biến không tác động, dây đen không còn cấp dương hữu hiệu vào chân input, dòng không chạy qua mạch vào, PLC nhận trạng thái OFF.
6.2. Trường hợp 2: Cảm biến NPN đấu với input source PLC
Cấu hình này thường gặp ở các máy dùng chuẩn Nhật hoặc hệ thống cũ.
Cách nối:
- Dây nâu của cảm biến nối +24V
- Dây xanh dương nối 0V
- Chân COM của nhóm input PLC nối +24V
- Dây đen tín hiệu đưa vào chân X0 hoặc I0.0
Nguyên lý hoạt động:
Khi cảm biến tác động, transistor NPN trong cảm biến kéo dây đen xuống 0V. Dòng điện từ COM dương của PLC đi qua mạch input, qua chân X0, qua cảm biến rồi về 0V. PLC nhận ON.
Khi cảm biến không tác động, đường hồi về âm không được hình thành, nên PLC hiểu là OFF.
6.3. Mẹo kiểm tra nhanh ngoài thực tế
Nếu chưa chắc cảm biến là PNP hay NPN, hãy cấp nguồn đúng cho cảm biến rồi dùng đồng hồ đo điện áp giữa dây tín hiệu và 0V:
- Khi cảm biến ON mà dây tín hiệu lên gần +24V, đó là PNP
- Khi cảm biến ON mà dây tín hiệu về gần 0V, đó là NPN
Đây là cách kiểm tra rất thực dụng, đặc biệt hữu ích khi nhãn cảm biến mờ, tài liệu thất lạc hoặc thiết bị đã được thay thế nhiều lần.
VII. Những lỗi thường gặp khi đấu sai sink source
Trên thực tế, lỗi do đấu sai sink source không hiếm. Nhiều kỹ thuật viên mất hàng giờ kiểm tra chương trình PLC trong khi nguyên nhân thật sự lại nằm ở phần đấu dây hoặc chọn sai loại cảm biến.
7.1. PLC không nhận tín hiệu dù cảm biến vẫn sáng
Đây là lỗi phổ biến nhất. Cảm biến có nguồn đầy đủ, đèn chỉ thị trên cảm biến báo tác động, nhưng PLC không thấy ON ở chân input. Trường hợp này thường do ghép sai giữa PNP và input source hoặc giữa NPN và input sink.
7.2. Đấu đúng điện áp nhưng sai COM
Một số PLC chia chân COM theo từng nhóm 4 điểm, 8 điểm hoặc 16 điểm. Nếu kỹ thuật viên chỉ nhìn một chân input mà không kiểm tra đúng COM của nhóm đó, rất dễ xảy ra tình trạng đấu tưởng đúng nhưng mạch thực tế không khép kín.
7.3. Tín hiệu vào chập chờn
Lỗi này có thể do dùng sai chuẩn sink source kết hợp với nguồn cấp không ổn định hoặc nối mass chung không tốt. Trong môi trường nhiễu công nghiệp, một mạch vào không được ghép đúng chuẩn sẽ dễ nhiễu và gây trạng thái giả.
7.4. Thay cảm biến mới nhưng hệ thống không chạy
Trong bảo trì, đây là lỗi rất hay gặp. Máy đang dùng cảm biến NPN nhưng kỹ thuật viên thay bằng PNP vì hình dáng giống nhau, điện áp giống nhau, dây màu giống nhau. Kết quả là cảm biến mới vẫn sáng đèn nhưng PLC mất tín hiệu hoàn toàn.
7.5. Nhầm giữa input và output transistor
Có người hiểu đúng ở đầu vào nhưng lại áp sang đầu ra mà không phân biệt ngữ cảnh. Output transistor PLC cũng có loại sink và source, nhưng khi phân tích cần xét theo chiều dòng cấp cho tải. Nếu không tách bạch rõ input và output, việc chẩn đoán mạch sẽ rất dễ sai.
7.6. Không đọc tài liệu của hãng
Cùng là đầu vào DC 24V nhưng ký hiệu của các hãng như Mitsubishi, Xinje, Delta, LS, Siemens,.. có thể khác về cách trình bày sơ đồ. Không nên suy diễn chỉ dựa vào kinh nghiệm với một hãng. Hãy luôn đọc manual để biết chính xác chân COM, ngưỡng nhận tín hiệu và sơ đồ nội bộ.
VIII. Kinh nghiệm chọn đúng kiểu input trong ứng dụng thực tế
Trong thiết kế mới, nhiều kỹ sư hiện nay ưu tiên chuẩn hóa theo cảm biến PNP và đầu vào sink. Lý do là cách đo kiểm ngoài hiện trường khá thuận tiện, mức ON là mức dương rõ ràng, dễ đồng bộ với nhiều thiết bị công nghiệp hiện đại. Tuy nhiên điều đó không có nghĩa NPN kém hơn. Nếu nhà máy đã có sẵn lượng lớn cảm biến NPN hoặc đang cải tạo dây chuyền cũ, việc tiếp tục dùng input source là hoàn toàn hợp lý về mặt kỹ thuật và kinh tế.
Khi chọn cấu hình, nên xem xét các yếu tố sau:
- Chuẩn cảm biến đang có sẵn trong kho
- Chuẩn đang dùng tại nhà máy hoặc dây chuyền
- Loại PLC và module mở rộng hỗ trợ kiểu nào
- Tài liệu bảo trì có ghi rõ chuẩn đấu nối hay không
- Đội ngũ bảo trì quen với PNP hay NPN
Một kinh nghiệm quan trọng là trên sơ đồ điện luôn phải ghi rõ:
- Nguồn cấp cảm biến
- Loại cảm biến PNP hoặc NPN
- COM của từng nhóm input
- Mức logic ON của tín hiệu
Làm tốt phần tài liệu sẽ giúp giảm sai sót khi thay thế hoặc mở rộng hệ thống sau này. Trong môi trường sản xuất, đôi khi lỗi lớn không đến từ công nghệ phức tạp mà đến từ một dây COM đấu sai hoặc thay nhầm một cảm biến khác chuẩn.
IX. FAQ về sink source trong PLC
1. Sink source trong PLC có phải chỉ là cách đặt tên không?
Không. Đây là cách mô tả bản chất dòng điện và cấu trúc hoàn mạch của ngõ vào hoặc ngõ ra PLC.
2. Vì sao cảm biến PNP phải đi với input sink?
Vì cảm biến PNP xuất mức dương khi ON, nên ngõ vào PLC phải có khả năng nhận mức dương đó và dẫn dòng về 0V qua COM sink.
3. Vì sao cảm biến NPN phải đi với input source?
Vì cảm biến NPN kéo tín hiệu về 0V khi ON, nên đầu vào PLC phải cấp dòng từ phía dương để tạo thành mạch kín qua cảm biến.
4. Có thể đấu lẫn PNP và NPN trên cùng một nhóm input không?
Thông thường không nên, vì các chân input trong cùng nhóm thường dùng chung COM. Muốn dùng lẫn, phải tách nhóm hoặc dùng module hỗ trợ riêng.
5. Cách nhanh nhất để nhận biết cảm biến PNP hay NPN là gì?
Cấp nguồn đúng cho cảm biến, sau đó đo điện áp dây tín hiệu so với 0V ở trạng thái ON. Nếu lên +24V là PNP, nếu kéo về gần 0V là NPN.
6. Đấu sai sink source có làm cháy PLC không?
Phần lớn trường hợp PLC chỉ không nhận tín hiệu. Tuy nhiên nếu đấu sai cực tính, sai điện áp hoặc chập nhầm nguồn vào chân input, vẫn có thể gây hỏng mạch.
7. Ngõ ra transistor PLC cũng có sink và source đúng không?
Đúng. Nhưng khi đó phải xét vai trò của ngõ ra đối với tải, không nên nhầm lẫn với khái niệm ở đầu vào.
8. Người mới học PLC nên nhớ quy tắc nào trước?
Hãy nhớ bản chất: PNP cấp dương, NPN kéo âm. Sau đó đối chiếu với chân COM của PLC để xác định đầu vào là sink hay source.
X. Kết luận
Có thể thấy, việc hiểu đúng sink source trong PLC không chỉ giúp người học nắm chắc bản chất của ngõ vào số, mà còn hỗ trợ rất nhiều trong quá trình thiết kế tủ điện, lựa chọn cảm biến, đấu nối thực tế và xử lý sự cố ngoài hiện trường. Khi phân biệt rõ sink là gì, source là gì, mối liên hệ giữa PLC với cảm biến PNP NPN, cũng như nguyên lý của ngõ vào sink source PLC, người làm kỹ thuật sẽ hạn chế đáng kể các lỗi đấu sai, tránh mất thời gian kiểm tra và đảm bảo hệ thống hoạt động ổn định hơn.
Trong thực tế, không phải ai cũng có đủ thời gian để tự kiểm tra từng loại cảm biến, từng module input hay từng kiểu đấu nối tương thích trong hệ thống. Đó cũng là lý do việc lựa chọn đúng thiết bị tự động hóa ngay từ đầu rất quan trọng. Một cảm biến đúng chuẩn, một bộ PLC phù hợp kiểu ngõ vào, hay một nguồn cấp ổn định sẽ giúp việc lắp đặt và vận hành dễ dàng hơn rất nhiều, đồng thời giảm rủi ro phát sinh trong quá trình bảo trì sau này.
Nếu doanh nghiệp của bạn đang cần tìm đơn vị cung cấp thiết bị tự động hóa như PLC, HMI, biến tần, cảm biến, servo, nguồn công nghiệp và các phụ kiện điều khiển đồng bộ cho hệ thống, Công ty Cổ phần Tự động hóa Toàn Cầu là địa chỉ bạn có thể tham khảo. Với định hướng tập trung vào giải pháp thực tế, lựa chọn thiết bị phù hợp ứng dụng và hỗ trợ kỹ thuật rõ ràng, công ty giúp khách hàng dễ dàng hơn trong việc chọn đúng thiết bị cho từng nhu cầu vận hành, nâng cấp hoặc mở rộng hệ thống sản xuất.

Bạn có thể tìm hiểu thêm các dòng thiết bị tự động hóa công nghiệp, giải pháp ứng dụng và nội dung kỹ thuật chuyên sâu tại tudonghoatoancau.com hoặc liên hệ qua Hotline/Zalo để được tư vấn và báo giá hấp dẫn:
- Hotline Zalo miền Bắc: 0961.320.333
- Hotline Zalo miền Nam: 0931.866.800
- Website: tudonghoatoancau.com
- Facebook: Tự động hóa Toàn Cầu






 Zalo Miền Bắc
Zalo Miền Bắc